SOTEX.PRO
Промышленное окрасочное оборудование
Производство, продажа, сервис
' style='clip-path:url(%23clippath)'%3e%3cg clip-path='url(%23clippath-1)' style='clip-path:url(%23clippath-1)'%3e%3cg clip-path='url(%23clippath-2)' style='clip-path:url(%23clippath-2)'%3e%3cimage xlink:href='data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAaEAAAGhCAYAAADIqAvCAAAACXBIWXMAAC4jAAAuIwF4pT92AAAgAElEQVR4nOydUdqzug6dzX46gs6ive04Ov/ZlF4kxLa0JC3ZhpDvR+d8+w+2LAsDepFxyPZ/t/+5l0ceeeSRRx65WP7X//nf5X9824lHHrmn2PdmW9mcVt49nd3ukUf+VXkg9Mg/Ii84eADpZQwYvH1bKsgeaD3y9+WB0CN/RPYAAHFAvyrkR/PfDMheoHog9cjvywOhR35MLNjggHzHMJ31CUHLAtUDp0d+TR4IPXJbYbHy10Out38SUAhOD5geubM8EHrkJhJNpy0Mo3eOx8m1qtau7J3OA6ZH7isPhB75ikT5zHB4/PW4yvhPgAqZ8cD0QOmRb8kDoUcuEjvTGQp9i+PlN8Lv8Bf0mPSHbFbX4UkoPfLINfJA6JHTxMptUgF/kg53vrdnfaOBMAAn2cRaHP5A6ZGz5IHQI0uFX7eWMLC+yZLv86wW64uumYUJlAESSjtR/sgjs/JA6JEpsQIkFeKTHOC/ZjoKmD68rgSVBgx6KsZ+P8izcug5Ej0wMtRQlvQ8S3pkVh4IPZKWYfAkYhWjykMiXnnH9zomI0BDAd7/flCrh3QcIVIdpNL68wDpkRF5IPQILUNTbURMilS4AO6BJsoXvhk4bR/id9RtoW4LJ3pWjlCMgfTII5w8EHrElTR4JqETA4d9YwJzV36Hu/bM8gQWOr7eAaYhKNFAIuw+8kh5IPQIkCvB40FnbkF31u49xHt3NyPMF1Pxd4RIKAVKD5AeycoDoUc+IuPLDHjWQecQ/nnDLGTOhFT88tK59r3m9raJwNT2uQhKCSA9MHrkkAdC/7iszHqy4MkFe+tbRyOtvycZP/CLS1l9vycPMHqxgW7jAsmZsnuyo0ekPBD6R2VV1oMhloWOn+Wcsq7tLlRqxckkCPX8irguW8LtmCxJ9fFkR48k5IHQPyY0fE4Hj621ZDnB4HThN2VPUoeBjj+lxoE/ypJmgfTA6N+WB0L/hOgVZVn4sOBZPU22emrwzhIyyFJoonYEpny2NAakzHSdDaPne0f/gjwQ+sOyiU8rsp4zwZMFzhnh6YqQN3qn7x0/aHO3242+kieatpvJjmRxb/OB0V+VB0J/UGan3Lish30LwRrozISgu4Wv2cUJrE2VOTkZ0+iLS3UWMzhd52RHz5dg/7Y8EPpDsho+ftaTW32V8WkEGle1OUus4MqvhiPayozJyUKicq8vBkgjMHLbP/Kz8kDoD8jZ8GGDNc6gYuUMDGZ8GZcZa1y4ZHqYXw0n2hhQYrKkUSCthNEzTfc35IHQT0s/JZaBz6pnPTR4ToJOPgTFLc4EGIckrEWsS0iDqQOGQR8MlZz99LOjxDTdA6PflgdCPykHfPILDvJZj77AzwLPGuBgLbvtEWmvCWJdL7v1JOYIrpbEC61HwKQYBAgxCiSpQ0/VpWD0yC/KA6Efk03911Ryi/gpN7uvWfB49SP5Cm6zB4D54h10AL6tlDeo9NHDARe/3UDXDoAjCaQV2VEeRnHfj9xPHgj9iGzGZ1PJKNpE6IhWuFHPmxaAJ+MFzNbMgJ7NjL4n+Ls1jv8KUAhONpgyK+JYII1kRw+M/m15IHRzyULAbreBuij/cbqYBA8LHa9fr3AFZFaCigmIUX/6IT7YbwGm3UEMA6UskHLZUT8xt3+252D0rKT7LXkgdFshFh0MwwdLBngjE1wM8nqdaCotB4pvZj/ZvplnNlBXjJfOmGS2hKHEZkkQSMZ0nbYvfd2E/hiMUFb2gOi+8kDohrKp/0IFt2gpfJaDh4VONA3H+/Fr4u1Heqm2BBMBJSsb8rKLT11iuo6ZqlsBoycruq88ELqR2OHXLrwjfFLgMTZGpviycidgZYIjkxG5YFJQanX8fIWZsmOyo6th9EzR3VceCN1EsgA6DT6breeVe+CxoRP3FdV5cifIRBL5OvpMyQPTDiq2pmIlkKxnR6tgpJ+XFQUi2d8DonvIA6Evy2z2MwqfFVnPWeDJwuOXYDMqTPbDtKOWabfnQkOqXWh7QGKzI2mDgRFawPBM0f2uPBD6mgQLDxLwiZZaz8BnJXhWQOdM4FwJs1WBL8p+Iv1wAUKbJREZ0lB2BKbqPEDINyWMwujJiu4hD4S+IJv6L1SwNgG8PDRgG/PwAQBdDJ5VUHDtfCmN+nQbRL+R4JgBkwULWA4yJAmkkexoHkZ1O3xe9GRFt5MHQpfKuuyHnTY7Cz5Z8FwBHXY6c6l9Q+hgFhjtp8QG7BvdMEvA3azGBZKfHa2HUavXZkkgy3myotvJA6GLxM1+huHTf/tiFD4rsp4rwTMLmyuSn9E+YAC0zo8JOHnTZZ6OC6QARkdJlH3lYdTiR8PoyYruLQ+ELhAGDlZ9e2np5z4YahvYmIFPJuuJgu80dAgDM5C5AlCZZzZuO3Q8hNLIqrooSzIzG5Ud2YsZvOzIgxFu1+9Br9dP0T1Z0f3kgdCJkoGP1pfZh5efgO0T4ZPNerKBPQMd1vYVcGGF9cVbYWbqoWO1G7qGRFmSBZJOn8yOsjBi2snyJyu6tzwQOklGs5/p5z7L4LMX+AoYtz1X5+o6Dc/Isu4sbFaE9CwwZaHkASmVHV0Ao6kpuicr+po8EDpBNvEvrASbDIDOgo/Oeqz8i/MtEivLYu3NAueOwMoEuQg87hSbAaUVQDKzo/b83M+BEbZY29JTdE5W9IBovTwQWihnZj8uSLaV8GHbcnVQx2iwEjp3hEwkkc8ZSEh9BkqZLCmaBmvrUNZR+zqeG9kwclfThc+LsM8yK2KfFVm2HxmXB0KL5CoAjWQ/Z8BnBXhWZFQj+ucbImQgikXZT6RPQanNkgggjWRHeKrOhpEHldwUnS4/siLYB8iKnum59fJAaIFs4l9VAXX/AficAJ5hTtwtNWL8IaJcBkwslDwgzWRHZ8Coy4relSzAqg6fFUnbD4jm5YHQhHwr+7kaPmeA5xToJEFzJy7BYOY56EQ/DzaMngekrSmM7M7AyHtmFMLImKI7Iyuy9vURXh4IDcosgFZlP/5209cJ8EH+zdhjdVjFWcishFT2eU7YPpECjUCJAhIJI6nDwOiAHYJRtHhhNivKLFp4pufm5YHQgESgwHqD2Y8BH9ePq+BDZD0pkA0qZmDxrewn0691xx7qkbRh1DwgrcqOKBi9f4CvhRFqtzIrCqfnHhAtlQdCSdnEv6oCbEYAmsl+TPiIyjPhk7VFBeQJ6IyA5htwYqfJrDYhmAag5AFpZXZEw+j9XTX0PaMoyxnNisLpOVEg7T4gyskDIVrqa3NGAHRF9vNt+EyBx1BYAZzzABOFb761JdbUkaXj1hNQ8vYolR0th5G0W8O9l42MZEU9VPLTcw+IcvJAiJBN/VdVqs2vZD8L4XNH8KzNgLhUS76LbcSe/FVRW3SlZTWTEZndB34xQDKzo/Y8doDEwihavDCbFa2enrMyrUe0PBAKxA7+fQHKfmAbz+Y2CJ+yl/YVO67PRpmqOws+oHIEOhxwcGc8WOiOFpnYujv2Xnah6WtYSY+ZDJFAOis7imCEbPbPi+ayIm//qOm55znRsDwQciTKVrCekTEJ3dnsp4eF7vNq+JwNHj+Qa6chaODgXyxB33a1Bai90bBqbMbAcgdII9nRaTDqnhfV7xeNZEXT03OiowdEvDwQMsSMV0aQvjz7MbIwZhvWrYYPCZ5p6ETA+UUxfIfZz7aJCBdDiSnPAOksGPlZSX6KzsuKInC1fbLPibz+H6nyQAjIJQCazn4ifbsM+cHa88oje+N2/fEdBc6dODX66EnvwyZsYShF2ZALJDI7ysBo3RTdUVbD/mbpH3VUVlSfDs08J3pApOWBkJCzACSzH6SP+46zn0ygR7YYe65NIuvJ+WiM6QA17gQaTzw/w8CFjmUTmRGUMtmQBQ/kXAQOy97h8/wU3bseZEXes6K9+YB1N61falb0gGhcHgg1wgCoD9abKgvtbVp/ZfbzTfgwoInAMwqdX4HNiFj75gaz9nwR0bG/u9d9WLAYyY7SMBp4XmRN0cmsyMuiPtsNiFpdPDV35ES5BQsPiHp5IPSWlQAyAzsNoLXZTwSyrL0IPpytuWxnNXS+AbHZQGRlM5Hi1kRJD0hD2dEsjJpMBpj76I9lRfo5DsyKmsIWHHo/tqZfZ8HCAyJXHgiVCwC06Tq733XZz1L4LMt68hnPCkDcMVOKfMoGqREoeUAayo4ugtFIVpRZtJBdPfeAaFz+eQhBEBgBd/T5D5f9ND2syn4ugM/dwLM8Q1pgcB+MNFbXrDkKSoNACgGFFKSOUaYCeCnu4gU2K/K+V2QC8a1gg+jAzwOiUfmnIXQfADVB+uTs5zr45MAzEuuHQXVxWpTpjwEWMscEMoMLUOGTgXRLwHsgRdmRN1UXwQjZmM6Kmu8VpRYtNCBq/ZN4bkH00hMLFoSjD4he8s9C6JsAgtmPqMC6dtmn/G7wWQietH6ywZbuYVx2I+xYPkdworKejP6m9bzf+GG2UbRNwWgyK9LTc7UVC6K2HsGjtxOvnHtA9I9CaBWAYJAHF6/ZZ8lNv7HwGbVj+RHZa3d6kxGI7XtCl4XNHGRGQoTdX+SLhBTaRw9Mo1DyMiSdHQ3AyOgoDujzWZH0Q07PmdA6th8QnSL/HISuBpAdvOcBhLKN2exnBD7eWAbFQ3oRdDjYBLQcsol7GPHF6q+FUwZMfUZji6unzu/+2ZFsm4WRBRBorwEjmxXF03PxcyK0YMED3+vzAyJP/ikIjQAoCuQtCLgA3tgFwZ/NWjIAM+2sgs/J4PGgM5rd2O1QCByTvrVnd1MafTsfTh6YEJSWAumTkfSh2ISH3F4AIzYrkjb09FzVgNBqbbwLLT3d7gGRJf8MhO4CIBm4vWC/AkB3hc8oeDLQwZq7WeO1mpfYbkVRfxTiqTSJOwylFUBaDaMWBLIDFIxh0G98yGRFNsy24oHos/2AaIn8ExD6FoA2UToLjwzAYJmxz7GtNfBxQ38aOjJD8Ot9L755ucdHHsNJel3rLSitANIMjKyMpLMnoi/qT7aXGQ3yz4cDglkFEezr2CZBVG08IJLy5yG0GkDSziyAGPh8yicANtY2hk8EHk8nBx5vWgoBR27bl7OfXa0IA7Z9a5Wcbofg1O43ekechlIWSBGMlI4DI2nThBHo3IKR1RZlRVH/eHquh+goiHobD4ha+dMQ+gsAQgCw2sMyAz5yezV8vHoEn2iaza83Q2LT1oPS2Ze5B0B769XSmmCKWuNpvCyQ/JHtdWZghMBgwSiTFWWn51aACPqj+jJAFPn1B+XPQsgL1FpnDkD4c2Nz8/RsPy14se2ZtlfBZww8jPSXp7a5K537CgJo/W/Vsu7xZWnNE1YC6QwYeWCSURj10wbsT91W0tNzqD1asOCBSNpLgQjs618H0Z+EkAkgmE2cAyAZyC8FUBo+r5Ir4OOBJwsdneHMAYfrf17yHkrQ1v9WDZQfyFsi2wcPSOfBaFf6JpiAUQsk3eemXxZEsr31xVYIThJEtc8HRH8OQr8EIDNwm/5iH61Crt9x+LDgEb3Q9l9iQScPnCnIjDQ23GNMxXtmZ4BMpuSBpH3tTCnFzI5mYYS+9GpN0bFZkYRYND0HQSI/bxqerq8EiPo2/zaI/hSEzIvbAZCnPgygQYCw8ILtB+Dz+e9J8BnPeiR4dHkkFDM2Um9USONNHHab+nvfjllvAWdJemvvPm0QbCg7GoVRLUefNFA+NoBBK8jLdsz0HATZ+0OLoKtBFBT/rPwhCNVTTsJDfmTehPAVABEgge0HACSBF/nnlpPwyYOHy3ZcuxOgWfkuOW8VnHUjUAoO9r1du8e+3Qb8sICkFzVY2VEWRqquA0PVcAO8YdAP8uPTc7jt9SD6a/A55M9ACE6t/TiAzoDP56JPwMeq8+Fj3BR0MgYe10+CG9zbEtD2uOgesQ/Zd8bJ6ghKWSCthhGsa4N7M0XX6lqfEYha+7IdMz3ngqhrux5EsIyw8cvyJyBkwQN8NMvuACAbHrMAEjBQ8LAlDx+7rMoudHzwmJa2yHcrREcTR1cI9sG6RXJfzdOY46DkAUnCaG90jv/WqbrVMBrKioCxHEy0b2eBKO5jKzBr/sMg+nkIRQDqi/GdOVQ/GUASCCMAiv1rfASGzoGPJS14vPDk2+G/4IrANgIZ7aMHWP97PRlfREYk2nRQEuasTMkHkoTR0VrfyvQa8zCazYqy03OdPxeDyNLp+/i3vsz60xBiAFR1YgC1wXoVgNzwk4IJ7svz7/Nf4IQZ5FHZMvjU7dG+sQ8jwJF+ZbzytPOg27vQ6PUrwCN00Gq2UioQfCBlsiNtYwZGsHxry2uoRUFcQoUBUff5DRO9TzcEUeTPD8rPQoi51G8LoKAdbBsASIYJCTrPJ6v8CvjMgSf24hUY3FsBpa/7WiN2UPdGsQ2zEZi2phRP3+WAdB6MslN0XlYUTc9Ju2abXftmtV0JIjQOJojMhuhG5jfkZyF0yGZsRACCzQYAFOuLskUAsvvSgPR8ssq3rk8WPnLKDWUouH383aLW1mE/tqtLLCjZFrCw025tbWxbZkX4pxu8PnVGU+36QIqyI2shAwujmSk671mRBSVpSAJBtTmu6WB6LgsiZUeAqNc98MOBqNf7TflJCMHgnQSQsjEAIKP7UwDE+Ib6sfwx/ZyGT93O9qf7jLOdPE5Q6arLd8QOvIVwLWPsoFo/S5JZijXyR0l7NaHsqD/6R2is+lNTdB0gaq0Fh09bB0SyjQaK9mkERLBPE0TyKGwJEK07k6+Un4NQFkCUDQEgbPriKTigb7edn367Ej5+1uODxz6qUYZj+bY5Vlde0tYIen3oAN+3wzdZLXpwaQ+SsewogpFewDA6RRdlRa2vCBS/B6JDB31f6++B6KcgFAHIa2PaAADS/awBkKcbQ9Vqi7MzFj6ljABoDXzwEm0egJs5Ktqf/HLt1cKMUb/lrbST+2NByQNSqx1lRxyM9N7IoCr7YrMiCaJS+mDf6kEoCeO/A6KaD/k3LL8Lop+CUCQ1YOM7RAQg20YtORNAqh3dT7OPgwCaz36IwAohL8MN17cdsOWEFKr7hctS7of+ZL0XTkNJtoyAZMDo/R8GRjgr2j//rWW1LzYrgv13wf5VywDiTiBCNiMQWfvzq/IzEEIBGQdsEkBg+y4AivVz02+wDAJo77Z6kfBB2Qa2r/s4LjUbK15ZDJ2xq9KC9xmS81Dig4GSbu0DCWdH7Xm8BzA62vYw6v3R003zWdFr9Vz5pBVZEBVD/1M+CqLPtg2ixm13P1kQMbC7m/wEhGYBZBmlABT4cQWAZKiWYLT8QOV+9mOvxVoDH+3RCHhmoANtX0mftkvD7XhvWChlgIRKKoxKKV3WkodR/bQiK0Igqr3j50QSLMXoB34eAREgRQQiDx5/FUS3hxALoJSNEEC68u8CqM1+1KUKIILtz8KHBw8HnVWwmeWT66lh3AKUbQtDKQskOzsahVHbrgXR/vlvPf/8rAjneyIIl+I+J0JguQJEsg0LohmI/BKIbg8hVjLPgSKQyGD/awDi4IO2UfBZCR+9gk37PwYea1xTbU4Qtg+1d6DhJpQiKLFA0jA6wlcMo/1djWFU21lTdHuzo15WZMFOnaGfoH8tiJBPuo2+nrIgquV/5/nQrSEEg/GG6scAhM3GADLbTwII6zb7tgxAe7dVRcJHXzDtRu+vDR+4L27fx7Z9RVnnRKgbyBVgQntl9SsDbLdJQckDkj4e8szYOw0No+O8jGB09KT7brOioyafFdkgqv2fCSIbFhhEFi9Wgshqfze5LYSWA4jqgwMQ3D4JQJsuJED63v70oT1GABqZeuPgg7f7oIbBZ7Y3BoGByBWgGe3fmnaCOg6UfCC1kMFA0tkR2gIwEgFQ9q+n6DaoL7OicRDV2jYolyICNAkibB/rsSAagcRfAtFNIdSeKotkw4E+AhAwo7e/DCALPsJKoysvxUPvG/BpbWiJwMPcZKyQEVsjF73VjwxusK49Pi6Qaon1pdNhGL2r7OdFtU3UZ6vHTM+psq3ABQsSLhkQyWAfgUiVEyDaSpwN/SW5JYRgdgMC8exzIAtARrcugNg2KQCJxmsA1H6ysx8LPtVuFj468FmX1Sh4RkCx+FZnyDYTXEzwiLpRIK2CUeZ5UdXvbzrr2XXc609Mz3XB/HoQYXgc+z4Holr+29nQf992QAoKzucCiPMhAhDT5ioAbe//tXoaCAeAjiCA7UqoHaGqtSrt99u1r749zrq29sOm61A/ev+0SF2mzVUy4pulC9s3hbbt4zi1Nxn1OKF++pC5ifbvUnCNtH32/UlddVW8PmevjWbftWUcMyxbVvzwtrV9++iqdk7M6MtBPAzi013kZhACnJ4EUCz5lXBhv6jrCwHkt7Wn39pAs20IarvQ2tV+WPCJwLMNgMeSu8ImK5n9yAJpC4DUwsSCUX+rU5qa9rjLc8mCkT5HNnV+9TZRz27ZWSAyDkzUxvKFl138+5tyKwilvmxK29SfraBPwURUfBtAEhYv2ZXeUd5DwbbZe4WnTLo73qaPDHxWgOdK4CAwfLP/SMcr+wDJtIVg1NuTn+tWm22/a8Rx1n3JcxPHAwQ3bPNaEIXXqtlmw/XHZzN+HO3kv9gBZP8OcptnQnCA4ABaJ6ZosgUnQIkBZPpJQaUv8HXHASQswK0o+/HtafjY/vmLHLo2wb5Sx2GRrL4oM/Zm72HbvqwH4rJeIeU4R3dR3rQ8rjr0zOhY6dbb3Zq22/tTtHBBPlvqzzu0YKGU0j0nQmeeKttK+CN0nzL7VIa6s98hUvXH53cBqu/t/t7zodtASMmFACJcqNsZaC0EkNo2AJQBgw8gGbI8AMk+cOYjG0aQzdQxkmm/GkylxJCIdCNhgbQaRu2TvsNMnzNJuETg2DvdFnh9P9eDyA7+NojigI+BuxREN5ZbQIgK6Bf3PwKgDWycCSDm+U+0+m0u+1kDnzPAE7X7xrkW9SkDilef6QsF5LZO6Q7DSNuMsqL9rWSB6NCVNhgQSd/PApGyH4BI297MNyosE+D/XSD19WdCMKCDgHXlNBwDICn3BVAPh631SwHo0G0v+AI/H/a97xdt3Ye+b7QtyzOg2IrdTtZ9A0CMRH6O7oPXxj0m7w27P3wOHOion9uaeu58ujDOj14XZ0Wvz/yCBbUfW2/RGiNZ6cWL3q7fRsetDdcfn53Y0peD/YFx9fvydQh5cgcARb6pNg6svgMgrBetfNtKP+56xr+FVt/HLHxYWR2s2b7YvzP6teqy9qJyHkYSFPX82PrmYiu/aME7n48+pS2spwsoAIhCP9Zg+QaI7i5fnY6Dgzg6bsaJFwV+yiwLLQAg1o81AIqf/+Se/ejpPA8+0qHw4g/KWd2ZS+3My5S1PTrN1rbdQBljx5qqg8+NjnMQTtPZU3TtwgX5rKhtw0zPsQsWoi+1Kvtb4V+p0xTKKyh6PvQN6fYB+A738UL5IoTqifkREMDoLAjoeMK0HwGQ38e9AaT3rYYg69nSRysJn2+Ah2qz6Td9r5JPcN6943jocoLgkwGSpYtgtItKHGD1mxDahQvylqbNpOQ76HwQVUeuApEVrLMg4vRtGG6l/Km3bX8NQpkLPQTQhuFgBf/lAHL6vgpA1nc5pJ1qS99R6s822D56zv7MwOMMcNVKDzRey5mcpTmGRhd72T+AGgHTKiBZMFL174CpbXtZUbXbPzXqAXMARPuEX/ezDESfsgBETiC/C4jkNU75+gX5CoRQUG83aj0RdowguApAlBi2lQ+4mb29GEDR6jfGbqcHjpm2Y5chicaEbdfVqUpZwF9+jD97yqY4S0QH6Cev+34iqxpIS2F0nFsmjGRW1Nvpz1iweg5Me0m9pSACGwyIRoJ4BkQjcqwivPt3h26xRLsVCSArKEVBb70/Rn8hgHDDEQBpm7kFCDIc2WOI7X70MvuhLGAZaWfpOK/mKuY+LZSMvR1e9s0xJ6HEAGkERjhLAHYaGPlZUQ+M3pet+aQBIkHU6q0GUfRrqBGIbKiMCQLFVuJsqJbf97tDl6+Og0HavGpxcN2aAhRIxb2lCQrUdUrf0WuV0oF7AYD063yOU9QD0O7a9fZjK/F+SdlK305uM21KqfsqX+Ny7E/dr71rH/V1hSB/NuF3ly8Y+zoydsz+W8fVuyawXbSCDtnYhH6p7xUM7WIda9WcFLQf3ght6kMQjzY8lrH+huuPz87YuAL8/sb18P0l2nAgtu7fMXPXACjjQ9DsVb8IQL0H9vRbCyDrez+bUI4CGRsMs/oWeHppoXMf2GRF+66BVIoPJMb+iH5o471hnbftOSZt9Nbs7xMhu1kQoX32QMQG6jNBxIi80nVcNTr/klw6HZehrXWgrIP5rbGUfmUBJANr09KQdQCKbH70jH3wLiZLMsdM2YcN7MCTlSvPoZHnB21rdPTb8Wkf6nv9bU39FuhK/bZMTkMdG2h67lVlT8+h50RowYL9/Km3Wa1FU3zePhy+xNNyZwoap63w03JZ21fIhZmQTsFRcGMXI7h3D+WaLOgKADGwYAC0QT/56TfZPgugqL2lW0pxp9k2oB/JZvxdKbM+9G3saTupH9ljdAuoN9tvlj07e6n7dGzhL7ZmbNbtrbOB7ahGzVXkXPeGTaTnXT+2Pu7/85kKnb0NvXG9XAYhDy4SQNYB4sbqfgDCXjafFwKon+7Q49kDqNg2m8gRjd2K4CYDsfeMJxO0Z2FjwSLzN9tfpo0Jo01Pf3m2srptmfr8VtS27OdE7RsXylvnShDB/W4ubPP6N2wiPWbskN1IrHgp42ym7ZlyEYT8LIhpYx282UFrgYFsIZ9HAou1vRpAh34EoPD5j+wj2A8pWfh8tk3w7K4dZHMUUqMAOauPEV2ZHW1lI35crrejbca6Ul9ePxY05HMibXsTunMg+pSzINpK9zPp35BN/ReMVSJGWfG4jRNXyCUQGsuC4mHUByKfBc1I1D/qD4Qc/kwAACAASURBVAHIsvuSFQCSLyI97PUXqRw7GEhEXeT/PHziY8YGdQYAETBW/I34NbOv3lSdZ0cdI6I/WabqNqSrs3IPRFV3HERWTApB1JTK62MDjdB+yLGw+rP15fVti31MYhsjC8NG5HQIwUBm7ltuSbZnA/ULD4g4iU19Q6+9QLa+wD+hu/LN0JkH0CbqV0y/WdIGlyi4fT43AbHuQwyf2YDNAiI0OmCEacaazOisgBHTl7XdBWl1Levnk9Xn/jrjQVQKA6KZpdtmPDDiABPTvOsv8s+Pafkl21dkQzd5genW/WspuwfzAwEqlHSNta31AFJdK4BYAIIu0wDS9vjpN9QvEvaikfBpfWPaZ+yzbRilbhomeU3uXufCFlLdjTrkxubU9fW9Vf/XTvv2cBVc4Ic8Q6PVc+0qt/pmhB4/palvV7z1fsk1f1vXurwtMCvm5A5mV8yxY+d0+bFJvWgVdtLvP/MF1pfOuXIqhGBAMy5KK+hxSBlcjHChoADsAQh9/lUA2fAppQ0rTB9MnXtsQeXWJwhLTxZjd+umRx7R3nJRBgmvrq0fgZE+43wYSZ9HQITb8iBql3gj3xgQjYAjEg0Wyz8NN+/tC27bj7RHEDeuHw3dRfK1L6vWgEfs3IaDHTssMKawwDL0WnxYwRxtc19GPeqvAdBmtuUAsBl6Xfm2p6fdIrvymEH9pmJ7uVH/SjMOpgEku/MXiOjr87Hxy/LHctNznRtfPU3X6lhtIx1UB8+ZDdmIlnAfn8R5vUkdbEvqpFfMfXzG194GGrkxDIxBfCra172MSbrlJv6Ndc+S0zIhGNSMffFO1Mi+hADT1usf+WueYGUWQOgOw7n41E6tARDju1VO6XSDNJ75UP61x6KNrRRgcve67cVZ77RZG5u5uQkzXbYUZEmbVnPL+7omN3gXrsiK5BnYbn8+b2UqI4q/0Ip/jwgJnRF9fD58yE3LZQTZZF9wqsfskHtkQ19+i7a9U9YdAhO8wsAKAnBe8s+BTBsf4QBkfQ+ItRUBiAUE0kPQPfzJ2PbKlZ4ET2TQuGjx+ehd4GBsDcu6pTeZUvR5FUBJQuBqGCmoBP2eDaKjMgJR74eetjtTbLBoHfk5tHV8dhodz3u+/WzoFAjBoGhcpdTdrWmX+2Jo115c42ZQNfQyoEEBObMSDgf5tQCaG3+7rQRQFj6UX8e+hOCRmaBUymYxWdF27bPAwIYB2g+QdqWm7l3RMMUwep9nm50dSHtMsDTbbHX/GHhYILJ94EB0VTbk6VmiodX37bVx9wV20n48Jxu6PBOqgczemTZghrvMQoX0y7Ppwc8LmiMA6mx17a8HUDSmHnxYu1aZ0mnBI6NZJ+3+y1Acw+aMeXB8ly0BWf+r24wBycuOIhiNZkWxXdymDcS9HppOO+7jDRBtZeg9c1eAyBOvLw0TDQalD8dT9vm9bOgECNUT4yPG9cwGwbZOgSDQ77aDIMzJegDhXlB7DSB5yd8JQKfBxzLyCUVbacfEu/KvzIrsM0D2JY8fgpINpJUwquW5rEgGTSkrQNQGxTyILGltJ1fM8Z34YPlAjTG0cUu2HTdN3aYisWtpWQ6hzNsRPJ2yEVAagArSRcCUemPA4oRbCYcA1I7leQAK6wV8mDZWmQufDSlY4EH9tI01bDbcwXLB78DuP/U6OKuzgJSBkQcQXd5nRcfPkX8XRMg2AyIrGxo8/h9wYBjIfZL7HwV5F1ogG1Jt4VhKPSYbWg+jU58J6Q27OAROp+OfKNB2glA2gM6fhosAhPu6FkBoH6sfvj3TjlGJ4YOCMgpFEjo4mNuy8nJTZxHojcmA9D6oKbv2mO8+jNDoWSNay2u2UJoA79mZBVEvGERadRREhy8nTcs50u63t0ihbzSfDZkgO4M6QpZCiAOJT+zjQ2grCK7IMNJN3fds7uZyAHkueACSyucDKJf9zMKnB4/MKiR4ULkUK3NaJ+FquKJ93A3/JZBaYKHsaAZGdFbkTNtEQZEBUfxmBdkH6O1ddCqIGGka9H3lYeXDWujD/T/q45VyGf8ycu7CBOMqZoNhW2eF8hW22w3ZXxci/KzXkez90KfHpg0PIAbSUwDa2lcKLcp+0vBpm2rw2FNrYKwuELsfhKfjeGMo+UAag5EMhNJvKyAd5+edQcRMMy2Tj59H38bVT5KGzoZK6Xpkoo2u+042tOyNCUzwujoLyui6Ph2eb6hOb+ss6PgkLdpZ0NUAakO2ewy3HgYsgKT9TVQcbzDQ8Dle31+3a9OtGYPj7Qtb0VDahQ7gXFKknZW2ep9bvU2NhbW/cmzazraiYW8en6bM8vsT8rf2/MX6Vh0qV/pGbJDr43pbFUSHj7ov7o3bo29TiGQDnzdUabRjdD/Vrr2t+5fqc4Gc99oe00v+ThSfUANdRrpJUOUAxJ/wGQCZfg0CiKlnnv/IALYOPkczPhBnoYPAYv2d0R7b6SFadTCAq8hyAKO9qOzeOxcs39UxIkEUnYtS/+N3p4GuhR5IV4HIErkPCBpMHOR1rbhh+xT2u5I6QpZMx3E7FFNWn2CgHxIYGV2k057AOkiyIt+EnQFQbYM6h3YWA6ir+2zIC5xsLyrwUut2SkkHXa2j21q+Rb5aSiuuvf3zH79/b9qk6vQDJ6fm2vDTTtXBabrjfBFTdO1I96Nee8bTbdW2tzS6LYvq2+1P+fv8qTr20m1TUMfNePW9ctKZ/Ph4ADCeHpN22v21GmV0P9WUPfvtEbV5bnwsOeeZUJLwHKn9nc0MRYbwEkBMoN7cPWOlDzJtqGEAhK3ZZWcBCI21frYmwZKHTzTS7nm4gjRR30Yf+y702jrL1rtWYleCpt9GZe+2B48AjCxY+PB4h7EGRHJ/siBS5SGIZNDfOh0LCn3w3YSf6747hKDh8YMZ/76uh59n04OK337Nl1eXPxPCdTKQYgMhsESgdQMuqYt0RsB31TScByDTt8h3r64B0GboSlsWgND0z7FPMvvR003Wsw//PFD1W/k8u9A/qHe9KF8af6D/RdejrNEeu1pWt6tBeYzk8WTOq+pT4Z+jGLZcXRUz+usDX8/rp+W8Hdg+pPHiDGza6zjxEelaOp/P1oB6fjnHckamMyFmIL06rj0Pg6heBiSvlTxY/MDLdP4cAGmPtZ+ZsVFtBYBSbcUHP/vp96kPJBI8uG+vfOB3Dk8V7+5RnnPtHbfVvuJE3tNvXXl/l1+n7twpOnCXLj9bPn2yki3OHKwzG/XrXwXJjGgrxo/hlaalL9Y+HRvh2w+Mcc72q+va//o2kA6zqjDjryXrFyYYxyyI93HgFHctbhCCdzicPTYIoWDtrYY7Q9C+MgCy9nUFgLa2zgFQf7d+qNewie/ehX3Rp/Q/ynQ28HeFZPpF+xGNw0twVrkVDXZ0LI7g2Rr1zi37HOEzIubGQulu5xw3Oe27gbrcIoU+IjDxJrOv2p5GAxMbwvoTBnsKQt5AynDstffr3KUMqcHkdfNZ0Den4e4EoLZQr3xrp4KsIGnDB/mRAc83gMMK45sHJGTrJXiazp6ia6b2jmPoTM/JftF+XQ+i86flIlHXQmQhBTRCdyNuhOF+S5U4fs9eS2sXJpDe5KFSU2uvPQrMXifsIHIBG8ku/r0GQJasBpAJva2Y2c/xuaq2wWLr9JGvqIx5w0ROht8gFlgthfVIj4SofyvI6To5LfQq6yfP2mk5PUW3NW1qdLem5/ozU2/XMj01p/bJsEnpvs+5dkpt3bQc6j9epMD67rVD+2kpe/YyfYV17I6ScvIzIZvF9l0MsGBEmQw8eF2dBZltOpDgfqLnOL3Ez5IY8cb7VAA1AQsDSMKnrau6yE9V5pw3GYDg9T1nIOiwqvuLkOcB6QOj939YGLWwsVbRdT+bcAT5poP+9qk01jkQZYPl4thHiRyH1oce4KhtH7jDX0IFkA/terpBn1spC5drj8vwdJwPHyTxfaAVKKM6qZTRyYDM15eHYmQarv/X9MfZh9GxWwEgvfpNTvMcqpuoa3XxmHf9AABtUs+QrezdX9/SsrCrdtFfN61lerqV4xLv23r+Yy+3UrrVdf44RseilP649dNzH2OiD+487Kfmsucr6qM7NzrtM6blQDBvGrDxQvqSiouO8pnxdbQuknXTcYYXm6cAgklb2QbcqLuZAWp99Prs2nQg6T/x7dZOw41e0KsA1DfW02/Z7GcTG5FvlvSB3WqxdgquPY64t1ar77n11/OqH92mbIszIzYrQtNz3U9FiIzG+qz79jOiXt8ua6+iFdNyrjNv/b5/PS3nND0tGzLr1XgAPc6dnAMJmYKQH/R07am0dYJzSsfpj/dt9KGmPQ03AiBPrgEQuuPuYWT53vWF719cicDDfM1uJZRQIJWlOziyDJBcGBkBrbbpM3H9rAhMzx3n4V5OAxEdZJvPHojqv/5R1ZB6tVPTk449dl9kXwx0Ilt2f0dcGQPbmVNyQ9Nxqy7OMIhuTl3Ulqjr6/nMCz0L0pKZhmPs5cWC7bcApFdkYd9a/ySANtCmr0fTbH2dBNBm/K0Upg/sX9WOpuugzWYMcZ+ltFNuXrbqLuMWtqNru4WwNTVnnb8jgp7b9iXRtBzyrcK7bRc4Iq5607ivtcXjsqkPhN2T6jxZ8z0hFSjsYeYGZmxZNnPSsid2ZkB7XXnxIvneNBwCEJIzANTrabuj8KnBW2uiwH4mbLJi+eIBaXvXe8cOwQjBotevILKP2zoQKf8M36z2yH53fnba0fOhUvz7+dzshrUflt6K2MVCE9ZxTOQ7TEgaQuxJsbrOHXijcjM3ZNGqLGgX/+qgz2VP5wKoPl0O9KzPCkDt8wMvkB16Tn8D8MmCZ0QkLJi/2X5qGQbS6392dgRh05xL+DjEGewqEMn+LFkJoqiXaJGC3bpv58pWewvcIe3YzTPxIa6zvZ7h0XwmZPbuHHBn8DJAyNYzdxtMvacLIdMByMuCIkitkT6gyLrgMwRQu2/tZ7Q4AfdnZT/Yfx8+bfsMEM4Eyog9D0hSy4IRhE0z1jYYrOP6qj8DRMw02Kwwq+XY9n1bpOtvy/KoPurPrXdj7roxH7Gz/LU93jLj0UFwDw5z4gaVLPSiLMhckg0ty6B8/TTcuQDSsJM2tU+6rpccfCJZAZpRyfadgZH1WBrBCNsWcPgc0/6mIgMi6YveHn8+hM7V7pzttIkl10cMg77w7Vz5+OXEScdOSgeUwjrnuHlwm5UUhNgTYbpu8I6IuWPI3HVk+jN1OnD1K5HYDq4GECxPAEhP39h95bKfOfjMQ2dP/OWE9Y2B0fYut9p325tTV0rxFyzwIIrG+1QQuf3KoFzPYcuIvHYz8e2MuMSNbSnWzUnG7hlTcnPfEzJ6dZ1RdyZ95chgR/3ZOjPfC2pl7KFle3KMLen2bIpyB0ChrSSAqtgAysBHakjweJK/MOJ5f85K/PzBkxrmufpjTNqcsy/r23bYelfbS6VfB19+n6j9LpH5doXGZmtb9qN38DCwQA5/PgX4u0PtTWLTVPneZ0NSf+R7Q7DqVQ4GCvsE2qqKbeoNCqxkTSydjvMuUo+c2bpP+QgEiXpGj7rL6sClT9he5qbhZsS9i1QAOoqvAlAfVFkAbUF962f7tzn/y4hvh8+atuLvi6zrx2grR1iM2pVSiOdEdd9WZEReP9YdNxMzoN7GxIW21XnZkKUxHLecfRv1Kxpf2hAh6Uwo5VxQB3VPAIt54rLBsIOJlPVZkCcZYOugzz0H8gGkV8FFAOo+E2M+k/3w4Dl8928MVgBfPv1D55F8ySiSGvLjuvpLMEePfFYUZUTVYpARiU7aWzErI2r7ib7Iiq4a/kpalQ1pibKhzg5w2Ns/p5krH32nP7afeuxnxr8KnQlFATwo/lTGlxhvi9XBRZtcqUz3zQQmLgvaxb89iL27vsinaQBBuQpAFQ7tnb2HjAgnNdN5+a3vZHfwt0Y2w36v03rlZ0jsOGSyom67Of/0sUxkRMdNjOGn2X/Tz8yKOXhT1WmgsWhbMdmQvDnCOxzHE0eDqSKuLaa/za5KScbEwp/3zuDFD3rRDowAYtRm9P2euSzIs4t0bb3lcgSQDmJrAISDaLvy7dCLx9WHjw0eHwjn/fX9YB/wtF1u3/vj0OcRzPSctWABB1oCRBMwQcLGj/i6b8/p2GYEsRri/Z6j4zYSx0ZsZu2Z+hMHdmh1HNt3xi+PwEMHzD3p/QUJXlCLT0IJLjsLggBLDJq1/5/yDiBYB9ohAdQLDyAp/dsOanA+SqzzLoaPDR5ky7Y5+qTWDvYRlF7b6DmSFmaMZFbkfa/o85kAUT++ORB5sOj6MK7lKGAj3bIxIGlb5bIhVR+c+71PWmNTHwh7RH8ZW/jcsltkeURBaMndizr4fg8ueNLwIGy67bzTfTwLyuiyx+BsAPV22qBj2CcA1IbLKPuZgY+0oW1Z0NhUG+7PulSxL32/UXakhTm/s9NzPIis7GgtiFhxz3GlW/30dHGdvqHp7XI+MuVWvQcqvw1u4MXYyC5b18rYdFwCAnnCLnGlq4MHgOgo+tVUeJJ9LrLjxMbgymRB/AWREwSgyCh+DqBtlpIBULttgyYHH/vVPZZo2LTTYeN/R6bXwgn3r32s+9BnRxaMvLGrh5ebnvt8ToAoCryzYgXgVK9bfPPR9+DvV38tg7FknLNDSWrfsgCL2qT0Bw/9+MKErk7XZnYsG4Aj+xOVw2TP30Hl7UT+fNp+KvgvpX7qu2soeg60BkBy+k3rWn578OnbenZt4KwUH0yeb3U7ByMkK0CkdbzzownQWzllWs4SZNcel/Y8P8QGSoQkxidc52gMgCoDjDyM1txwEBBy5jvZXtSdh2/FHdBBWGUPUnZZdm/zqOPaZvfLZ2y9I/MApMZFBIgsgLp+kgDydS3h4IPs1boccLbEHyctlGKf62drms5uJ8tL6eGfAZELipNBhCS6xq1Gvb433Sz3SUo8Ze1D3C5fARdfFTfIjGU6RgkJIaQGPjmYtt1zbER1IyBj6/CJZt/hm3YSurotP4ozALJsnQ+gmv20Nln4MOCZA8uoDQ0ky+brs35mlMmK+qA/DyItPIgyEi1SUPrgs63bnvOxD54MxRIFRs4eq5v2yWnA+sPoTS/RHl2aHRcOHhBQuRmV0QCxy7K1tIEW2TgnCxp5OemowIv7AgC12Q+/is4HzwxsssL1FcOoftar6b4Bogr43I1Qa8c7Rzv7C4Ljodzre/utxzVqW/VGbmH4qhiu1nb+PAll4AIaXh2XoaqHqRU7uOLuoWvnNjQC2efC1I3bg+49lO51eZ0Ypo4NdVc69hxoBEAoyOLAi7Mfv78WPlZ9PN76D32pVX/JlQWbr9M/P0Lt6jbKivw2pVg2VoFoblouEvY6cM9/pduOXW56LbNc2/IPlafjGzuIWy7+4uts/rbNhdCSu0KH3Jk+M4HXCvOb03DEJ6+vqN2nfsAfpJd5QWnbeDWAcDcYQMAdIP3ddZT9ePCJoCBhoxcq1EzM+x9u5z/3if2LYSSzInZ6LgOirt0CELn24fbZ2VBbFV/Hy+tcf3jJ2XBKyU7561lLbjouETCzTmWDLluZPaBrFiQg8R5e+j6xOl67GRsv4R/e99tzAJLTb3Y/fZDCdbhcQue1bQEmFg9PLJR8GHEgyUzPsSAaO3dsyS5SUO2DbVTu2/SucQlVqy1qOXPlxlUrrC/0MKU39UzIn3pi2tsNVHECgFk/PKHA4JwUrn+TTur+4yxoaz5kX8sDgbbpsrqNnwGZPnWCp9/sAKzv+uMAjzMc6cf8X9s3zphyMKptLF12es7aZkF01rScJZ3tXJy2dTYmjoDxMzu5bkoua4epmAZUMq4Rq+PYPuy5d9byCqCMBP3cmHELEnQf1t2V9mFsHII5fNfg+udA7CKECEDed4i2j+0MfCLw2AAZF2wTAQlNuVXftV0byvMgaktXg6j/F/UY+WTXM9dP/lpqccBnh0N1FBRX2+CiID43k9QR4vyUgx1QsXBInaaspe8a2ZytpvxzMSENnKbr98ShfsBYknd+lg4DAqXbFPBLZPE++f1yNyQMgPy2cVCVutaxRZJ9VYwn/Sv9241jX9uzZQcjULX7srpf+2e7no21dHvr6AMvbbZt6SeM/j0WUD98KZ/zUf4Int/Vez83ObY5lyyddqyQTud/J7szzlabrHe4KnkIKLNbKfQP3eFxipuamRA//z1els2elsBqUft8nR1QGbvL9/2jkJuG4/vuw+gqANU7/zj72T529PvkYGay9X8rxbZtZ0hWZoT2tWar+LjpBQvaJtqmp+XMMn5azvMpOhzs4TL1trE+Rn5qYnRKjrZPlq84xafHvWSeCakb+bld2Erhr/TJg7YN2MBiQbPeO6I29sPK2Ae3rgOJ335rCrzfUTpjGm4lgPBzFm0/hk/dFwY6257/c+25QDr2I4ZRL3p67lIQgYCsbxicKbjmEuKAsHf9Ir+Ya8s/H3GelMk5hq7vAMqjNmb6SsXKhPLin/dm/dA1K+jth3pO/Kk4oeuYdvdnEojTd4UdvOoFxdxYzAIISwZAfZnUOfRY+CDpYPIGwAiFPt8bCsDEwKiOk2grxqA+W+p16mcfRMo30S4CkXfA6zFu96fxIwiG0+d9pLflAv1nf1Rl/BofRrbmv5Evvo243OqLtTmTlKS/J0R3dQZdJ/tyyxOO5EHo3P0RtuC4dSAh228oEHrTJZyfGcF372MA0ts1+2ntt3fMFnxa6NDpDCsSTIZpD0ajWRGq90A0e5zROdsev3CBzmA2hAbUu36kDpY4W+RtCd3kjSgsT8S9GfFunJn+o6YQQqvuyH0553kQe7Aim+iixnrHRYWsxVNxWZm+G+zgZWnjwLR+Gm4tgPrsR2c+UiB4AtmIv9iIDyQeRtq3XtaAqAbz8Wk5KauzoXoejYlv90tTchO6M3r5MWTHAetx03GTWQI8qRc/D5qF10uXB8lVU3HRnRoNpQ3FWCsLyl003wLQ1ujo7OetowJ6wxsHPMOAybY9gETD6OijgsgP0nFGuwpEnrTHEp1vne5oNmTW8+Vly7XxbuTsG1A+9k1DR577CQMsoPhFbFhv6JkQDMqJ1mzb0bsay4LZzyRk/bq5qThUxqTyUOVTGH3rm++TERQYIz0GQHr6TU+9de0D+GRhkxXXPg2jPisqAPosiDIQYaTrg4TIS3LZkNn/wI1hbJubklv5xVWgSfnAt57TW93xgoUJaHL7nAvZD6yBHi2Jd6+99XGP66fisna25kMmC/I60nfIcRaETdpteAC1N0T21JsHnxg8+IWk7J8HXNhvAKPWr5edI3hHGY8PojOm5aTo48ZlQ9hO1E9e7JthPTa1RXb/Z/zgCuf64UrxTfLYyDvfE+LK2F3m7S3WS5/Im9iyTkA86O4JlPTFv+NKZlhNu3QWZPa0ZhpuBED6+U8xsx8PPkh6kEitZtWb+JPPocq7fQS6CEZdsQmiw7fervZd18+ByJapbAj2afTzbm/6kSwvW/KadK4nVkbBucImHZtJg9lYDyA0/pBpdmf0hUjqGZI5sNbzIKhL332sn4pL29v0HXWt8u9GpWHmbsivXweg1mYpGD4fAAkb1vjKOutnGiypNhCg7H5c30BWpKfnDtgdx7O3iaUf/+zS7baHzJLt9hi7fR3nbfbGzQFf9przxL9BbPUssPIRnb3u5uPizPTseFsFodmHTHG7tXq2LrkfiY74fs6eikssy1btuCAT332OTcNlZAZAVvbTC3qwr8GxQjwgaV1ZEGVFeMECtqffrBD7jrfbabnoOZ8PgKN2/LpZde751w3XIhPkL3kuRAddrg9cxnJDS/xMSN3JTAzGRFuoR2ckbD8ouHtTcbLOuRCzd3SoLGmjFP9uUj7U18GP64PzKZcFTQNItEeBtPXHA89m/vUZkvyzpJ++8/yThRyIju0YRH3dzPeH2Lv1WienEnv/LCO+H/ic8NqZ9mCFdWPC3rDwt+5n3tBd2S9jcOkbE45Ol+/IYrH928RW7iqYuRvw6oYB4FxInq/rs6B5AEl7pfAAkttt0I3B0z7rkX/Sp/5PAgr3sXdjEgZzAkRcNsGsmIunk6lsaEP9S1/qzVDXdvEChcy1l7pBNLXXPheavRnn9Mbj2MgM2XoIAZkJrMN60e1op+rcjRH+4G64Z2Z5iafi7Hb2hZIFo1ef309merAPUt0XZ8HzH3n4+20MHwwe5Iv9h6WFknUO9ZmRhHLXhgZRdqVn649ueVY2hPseXaBwlpDPwCEQrP2hAxTVN9l0WG8zFeemruk3Jqw7wHxwZ/QskjNvXJl7HmTdooFgn7yTY09uz0bZ7LtIb0HC50I3+9NZkC9MFoS3j0AVAaj/ENn03r/WgycHGrbNASTsZzsl5p7rgyCSvqA6dpGC1C+Ovv8dHvt8/JzHtMT+RuW2nrV/eWBn5WvQGbSWYYiAEHu0ybsC1HTyTQkjsv4AYvjM2LR0s8OQv4DmsiBef/Y5kD3fzwAITb3VoI/ho3Vzf6h9FQ9GMivS+/PaWA+iSBgIs/XRuYIa0sBwoUfKljn/x7OBey1OYA0iGRuDDkJ3XRmHYTZun5fMfC47dnPC3s31kpsK8C+K7f3f7LMgXlgAoSk4bae9U6/lCIBb18YGCiuovS7DMKqAzIOoCvd8B9kez4ZwfSnWeZWbkkN2vfJ1N1GxHvtc6BIeTNhjxjC3/1L68fCfCS0dhQmKn+oFEv59cdjeec+DKNlKOBVnNAvM+v2vyoIYmQFQm/lYkLBFLjrwv6wq7XoZCcpKRkCkYA1uBLxsqAekFn984nfK2QHs/Cm5OZl9LhQLo7X6pvzqOCzHIrUwYW55dl6GBzFx+zqa1WEJvvjZ9cuXs8+DbJsWeMam4tZkQePTcPMAwv3i4Ki/rOoduw20sfRwv6tBxE7Laak+rsuG+Dp7So61MbNU27+WRmXt4oRzZR00I6WJ1XH40PORfgAAIABJREFUJBlN5RihoTR8I8ReRNaiBNBu4hw7K3samYrbgn3OZ0G2/moA1UCvsx8MlbVfWJXfC9J+ST/wl2hLsff3teGDyJcxQFm1JpBgw7FVcqxMXVu0v9rXFGAHXPlGpsPEtCyoJyA0smvzD+/jdiTBhZp3z97rjWeDcycDvzT7jKm4nP5MFjQuFoDk9JvVH/Nqnln/LBjpz8hfJgP1+o+yIRTwc8+GeF9s/9gG7PUwK6thgizOvKU+tj7ejrc1fsMGXtsz48giucEBUYNK3xGdNR/di7lfCT9Hpkms6SVPrsiCfABJHQwgT7buz36Jaavn2/KzotL4HoEokw2tholuPz8lN/LFVS0Tq9VoPXRDarX2p4Z5X8ZvgqXiWriO+zWQCeVW2fSFTKYxJmtTTm5AV6+Ig32Qja2MI5Maj07Faf0jC/IhncmCVgKo93XkrQmeVL34GRJeNt776WUnut1rw1sxp/WjjGIELK+zYNWUXCzmPiQyKE6PvAmjOrn89p6TqbQsvyilgRALlzHiLYXLoDGu2egd1PyihGViduB/QXXa/LuP0XbUd4IMm14m4wHI0rdWu23EXy911RubXSIQzZwzuWzIm/Zdm0XZN3ayj/nnQqP+YL2xm+nsy4PTOonrJSt4f9bIB0JrV4nFcmpvdPYwcjIlsoIJNR0wubb+zzaM+/Mq54NB9PwiuhPPLEbAtvv+GQD18GnLLMDY/Wt9H0ZZEF2dDTE2pG9ZW70ul8LMZDW0P4nMbUTOjL1Lb/6pdmzLOn6XvDvuTOQoy8NdjWdASNbuMekbfbH4b8zui8em4rB57+67z4Js+/qzNQ2XBRCCT+8jlwlJH/uyCiPtw2IQteUwG7IkWqDACnfnf2gyz1jZla/++ZYXbq/1/trtBnzL3AkNmGZL1/RXbdsQOjG1Y2SYxMSxxdM8TFakdU6dgjN2hrOVfB60RI+9AHkd9GZsq88RANXrehfbfX32btUCUus3iikakBI0iam5MBsafxmu2SVpJ/fexk0WUH3PCG9r3Qo5qhWzXuqO4jhKZ0LhRbitCTpz7Uas878hFOusXZGzFnBzz4My35mZfrMCEWQsyGT8qvDBGQWyvRe5Gq7/281pPmQXZ0V9Zufv4Uw2hPzMlPsyvoCJfTdjBsZnycyNqWp3IlHumDAcMjgdN7FCbkDnatsrDV1+pzLZYXaypd/2knp7CsxsZ2ZBR+DlsyD27QlWdnL8RRfMf42+BJKEUbs/PohkG6nvXI9ONhQtUND6PLzmgWY6nZb13+0jb0BVY/8c5IWZtRkTOq6GOQnvwUXPhEqZe65xpowdUDnIp78bakpP+sq2yzwPWnO3yWVB9p3yLIB6vbm3JhxAQjDS/XEgQpLJClf86ii7yqtaGRvDb6w2HQ/e54X937mZHzvOgxD6mZnIpOSeo7TtlJBmYjX+GYC+4+Xu2M74dQ02sLkLEpxpFDZAR+IBiGlrTdu1csCI6Zfp8yV+NtTVOdmkbZ8rZ8Rsu6HNdYsTGD/moJOfdr56FTJwgJTzpjClhBBaN6V13uBfOjV3Vzl1B2efB/FTPh87A7Mx2SwI6R/PfCz729vmtu+lNH/bzn051ff3vGzo7Ck55MsqvdHG49NdY/3xcl2Av1bGBkn8nlAk5w4etQuLToYzvyN0Jg842zqjWz0vzvuRsElMxeE6Cxo5AFnPfA7wVOgYzuylQsnY97EvplpZzuCrlxZMyTF6q14A+7I1Pq33i/JXbqwZH095JrRqcK4b5NGTe90CDd1ope0T/Xzbx1BnLY5PxeV69DMgZGsrpQPPRvx9utpzy7At2YzPWs9foKBlZjXnOijY01Z5+9+/AdR+c0BZdne9QmVy5ip33KYhdCtiMxP0PyJDJ+XyKYMxg+xdtbsqjrarlyi35ZFPh8gLocKn2sd91CXebdsKo/0Do15HL8NmMxypa9eJ8q+tDZJZ+VmWPcUzgXbuTeys3C0pkHbe196/k+aulFV3L+feva0FSV7yz4NYP3Rg99olV8/t+FmM9cZs9CN2nQ8hiCy/sY/K3wlZ+U4zWxbGmKH7sz9yd1rKn7nRPmT6l1VH5G5kZizF+/4LIOdf1zOixj4DyDwPYvrgs4bYngWgzHLtVjcCEZoGPGpGntNYz5yUHn3xrJnGM7sL/Ljje9W0nQupcLOuVrhz4feEzpfxV/a0wlxgZz9jWWH7F3wshX8elFlm7C8/Zve5BVBbED4P2vp2Xn/tBZg9pquPXXZcVtjC7X7jhs4TDkx/9aaeldcYXgChP5Y73lTOezPJPea7R79w+5LE6rm9B0c3Zba3QRL/baI7BSKQDWm/sN92OzI7HFycMAcGftHFNXbOlHU3sL8sF/68918Q4ougC8/u6+6N1gmcOhtuSbQavEb5qSuvAwdAn/rIQb0iLv5Zi5HnPWNZ0YmvUbv03D1zP1Rf13XF/YbWH+PYLSF0t0D8PfmFs417y8Rdjqn7fjs03JudCahpuI8Ex83JhvgpsatH9C5H8MeEGrY7X+fnH/dbQuhfkWWZ0c/Fh1FwjU93sAsCVBaEHlkBe7oM//YPK99eicadm/Gqurudmr84G/HX5b9SvnFX9dty7/G6813VnIxNDeLx0HdfHpSMZdehP4nv8NDHbeSLkIxODJTflfvu150jyVXyZELTct8T3JO/evIP71fyMOpVcVwGVvsbg84jj/w1+UMQ+qthNS/3ztRWybrgzE77Ib3tsypuc/R8uxl5ppMa+Wd29G/LH4LQI49cK9nvHT3yyCNaHgg98sig7OLfu8jd/HnkEU/+EISeS+8Q+1Uwf0nW5R/s8oG9+/x6wevxraDd0GPsZuRfOLK0PIPxJ+QPQehb8puTMb94/Z76ffT0YTyeBjFff0XN17wk5xeP4yOPtPJfKf/KnfM6ufd4/SYUR2X03c//j9ST7zqI35fg22RfVzqXTbG2Wp2dtP2Lct/9unMkuUqeTOiLsuzO/ufO5I0Cef592baOtGWtIKzPebaPOQQiaU+XySm6+wZCJKvAdbdT855vd/utc2O13BJCdztxvyffPzmZTGMMKN8ROxMpeLi7BjrDwNNxwXHb7K+m8t8eGhvR/cQvUt3lGN9Kfn5Qzt+BW0LoOiG+p77wGNzzLiwvnI/nBkmUiWS9sKbkVDZUWtjE70yQYNqFXe3jyDeL8lNuf0nGYTrQF625YOEJ0dmV+36FXAChf+3yqHLlnp93Yo4aXuvQ3HM4DAE5JffKhmwQHeXyN1WPP/SzdwpAThbU+dH4LW1pIZ89wZOEffHROefBqgD/O1HmvgRZNYbZa/VPZUJMII7vNH7jO+mjD+Tzdnhhs5NegJ90sLSe6/ABS2dDWg/Z28Gf5QebjWWPBe5zXFa+SGjUjzngXSnROXbdvMfvAFjKawxTEFq1KmwdcVcJM98d6fzGhaP2ghzEYaCQd+nsq9QsIFh2azk+Pl421NveYN+WjxBAIAuC/b9rxp4bcdN09KvrEvD3xOwu8OPMlajfuvOf7OxWXa1w5w2hXwig95O7QRnbHnw2s9gPLfOZ2kgdAhZcHg1AdOjWvzYTquXQBwAgUxf6fd4b6djl2eP9cPZT5tJNfjdfUPKHdqWUBdNxt3rYbs2L/KAMXTRL93381f7sHby1j9a0Kta2prxQRmBPj5kgap4R6dOrf4821HvbYADEZEGyTeZ50Oiij9Vy5hSwrbgwe1Nyj+emllw/85R7fnfKM6H7TbdFwn23hG2Xt4MarbR99vMha5k2a5F9LnRY5bICPpBjux+YNDBqy93nQg18on4iYfcp/12k8SC48sut+MwZs3/urAKrNfpl4QVCmKF64udrp6WD0KqgOyrc4Kzqa8QQlx18/0LQUED7y/o5jpfccw3rvI+n3bhVYygbYgChYGS9cqept5Jy680IfhaUf27U64lyUMFnr3xfK7+g+7ff6KDlVjNME8L4GGZCy3b0RLLe8oBd3eGp/fEXPw48NiRGp+Q8MPaZwxoQHXqfv23Tf009bp8HEPvcKPwukjmeXnCfWdIdy9QpS9/xLwLX0pvfvwrTsUEanI77BQaPCPft/3XtuOyTvqjVuU2uViM7yOxh5o75JbkpOfkcxnve44kHIm/5dkb+X+EAxMhQFpT4flD+uMVitt3RZuzr6HfiZiaMdbsYJvz03YVCd3cdKC/8ntBNnooOdGjPWZ/R2/o7ST01x7bLLE5Y9HyAmJLLjqGXDbW6ryymDfN6xVtGjrab6MsC0HgWFOt8dCem4mp55m5+/M4fXmMJ/8f6HG13nmNnzvSstT12nAchtO5B9z0Gb8TQ2Q/7B2Wyw5lsx5xaK6XYq7iCKTlygUI0zcaCyMow0BJsyydLD4OUB5Dto+OTsyouOxXnTVMyZV450/+orH4eOv7dKf8c5GXsxnmN5bdOoJi5SachFBrdvw+dMevxg+CMrVGZybY4LRzsc1lRTnd0Si6TDeWgaQWBfhm2/IzsWH+W39juCIAwXJlMsY7reVNxct94/bZMZu4YlnrcrE7Om1rC19RYJDzzvXFn3gxTth0lG0LMgDCdD8owrIiDhA82c3cxesIN7o+xMzPQMbtaord+SW2UDUXPhrwAf9TbWVGtzx4/2U7bGF2+nXgOQWRBY+CZXahiXYP3mbL/RsY2IpfPtJwgHwid+43i82wry8Ndrc1+1u4xf3GyixPYccs9F7LPI3/qoQXmSDY0B6K+XZ8VWUCK/mSbKq8+cAaQWz3HvJvuoxtkQb3YU3G554srboLGFiX451te+FtNazm9lAHfRu6GEqbZ0jX9Vdtfe4HpqQQnjY//sBrdwbAaO9XAJnUrsqLoOQfSZfzOZkN9292wNwYiCaO2nJ1kwfoVPmcBiM2CkP5YRmS1mb8xW70ogbnGUo1Pfma1zvbV7diWdfz+Q4XZTtiLc0TYIDtsS8l4RnTq1NwSmXsuxOk7Cw3e9XE7PxuS7fp/dV0GRIceglFbF2VAvQ82fJAfEYCyIrOgaEGC7afXbs15hPvgb35mhAeazAa5a2rlO/pG4+LKOGyf7zkZyIQmVoURUeVqcqPW8KSayC6m7tamki4PjODCNlSjKblM5mS1m8uGdH9tAO91+uPGLCjAvx+EpNfZCfjgH87T/st2vc65WdBYZrPb7ejMYv7GLrMkndMjV8ZRnVx8O0rv+LWZmYLQVNoayvUPHtnsR+uNzZ1f9aDS3K+9kM+F/LEZBUtki8+idDa0CkToeKMfpOvr5R9aHRdlRa0t+9mB7XceQKuyIFZGgKWPhZFJpx5Pjl+HoxmRVYb82UEZ5wuXdTFitxsZu3G/Jp4JrSPF2kEk75wG89n13zlgJbmSyczc1iykYGES3U1ikIyNlAWi9oL3gTj35dTYv8O2Pf0mQZkCUNj/XuR5FGagFLzWnD9uH4mMRkNtTtYGa2xx5fLslfGUtzV+zUxACKegzAkwGrTpdsPjwQZo7pZsx43JPlaBAU3n2JZXT8lxwV/rd23JbKjdjt4ZhwN/q49/rjsr0ZdXWz+qED8TDjvzsyBfsnDyylZMxdlQWnH7S8cW2l/t61J4gRP1mptfYCsweOrPe694qH2GKB+syALbrtyDBXPYqMwEA2fEvsMcfAszExCnsqHxabl2m3lLQgSjNjuS027S9l6K0kXi98sDqNsmp+EY0Mjx47OgddO+mecs5n4ksifa5lS8yN0Qflfm4lhGyYfQ0vG5B8C4Po1VZPRJfdZqHv4Oypo/n5mSyyw06MXKhvxpOWV/KYh8GMXZmoSNt2BB28Xw+RaAchmfr+tkQU776iO+yL71/aBeuOuaW8SER5E5DlBnIXDPjstyLP7zKlkjfOdjeqsHnRdvmiAuw23nJJNBVfHuwPhVcm1P+WyI0cdtzeOQAJH9nAjDqN1+/eWO3P5uYdmscgBNtt/MMfMANCujWRC1IGFHdWNTcbMZDaufud7OX5QwJ6P28L6iMraHft//8ypZIy8HtGB4kI4uVGPT9b35byxyDJyLcGJfZi+iWj6WAa3q39Ydn5YrhQfR67MOBh6MULbA/jH20OID6WcWQN/Ngubq3ZsOoyF7bXttTNXUyT+xGo/uB938Djed04MyNgZwOm5FMLRlbnUWnaudvjjBKr3Pc6FoSs57xscsUFiRDV0FovaOnYVRW4dBgvvx9X34tGMkx+JsALVj1La3ROoX70bHhYLTz3Ee08I8u/IlfyM3AQdSVjOE0eP3gdt/y9761/bAoMeVkeY4vShidKoYJqw/uJvzngtl4NW3szTGFiis0o9lDETeHS9+/nL8tc947FVtHJyqHX9RA5n9lDIMIEYqWHTAzWY58TllLZbBwX4X/0b9ZyW6fhh9+3lQvCjBu6Fk+iabDuvtpuLcfHAaQmPvW7uX2P7JkwKcPOEd3Uz/c8BW+s4J4y7TDvq9Phs6PudAhPzqIWAvw+4BI6HE/ckvsOo++u8NReA8dpIDEN6nKlaGxAWUkSwIj8EBS8NnI5u37MX98ZKBXebNJDMCe1kOqfE4NrJeIIYQYZPvVmtODVZi8Ll++DtH9h1Xn76zFxIqS9ooxb+IZYahAx7XB+fT/LSctFcKDyIORv5UTvbPtmW/rscrywFo7TRcdPxDeKo6LzhvppHoZsfvM2GPvuO34Yt05+AwLt/qlzEIXtvDUpADCjw52XfIkSMyRfPEqPP9RC/xnJV4Sg7X91MdZ2dDuX09vGGfD1VdE0RBVnSU9f2sf2vCbtjNwOd8AB3/xte1hJYXiL2spNpr/R67blYFT/+6mbHxsqN0abPjN/A8gcZieqoLUAYyIfbim7lIr1ickDsxredCq78v5OvbdcMX4V4S2RAKgHYfOyz1xMuG4nOiBRGampPfI2KzorbcAhJ6Pxxur9vEK+X0vrY7Inna72sGQJ5sxudI9PeC2CyIWpBgGDNvjhzoZa85T6B9GBfwPtJQ2/mbu/m4uHbqkBVzOo4/iGTGMdxyUi95EuMaK0Dydyf7gC/+iT67QAE/FEZ2mJOWz4Zy03JePVrSm8mKGCAh//tnPv6XVX1bTl2Y/Ry+ZAA0Pw0n23gylgWNLkhYOxWXuiZNbT6oZyG40iZ/Q7TY3lsWrI4DA+0cxBlhB2buTuG4UNk9sG7X1k/JDd+tHXeVUOd14Y9nQyPTcqtAhL/QikBkweiwF90lj/5FNnVFhY8//SbB8Q0AnZQFlTKUBbH1uXbeTVs8Zl5d9hnvbPzj9LjSHIx9GYLQ3Dvk2BdYrAAZZyH3UsVsb+um5D51xMnrn7D+cm3UpJvqcnwbkXEQvXR6EOHpuVJ4GEUAGZHQdgAf9DLSdhn2PIDmpetjt3xp9etx6wL9YGDNfEE1azvSt/teMcU1E29noTQhpEHjy6ry6rX64AYHX3Skh+TdggsyuiukyD8XmvFlDMTxar69+WD9zpDOhrLfop/Lhiw9BkSHDnpOVMoYjKT9DJzSbWj4lNIeL+t7QDyAtJ5nR4Lr5UV2uimfBXHn9z2n4uyZkF1s876M7M+InqVLx3eohzWNTOh+ixPOoHnu7sh7LnT9lNyw3eaOOgoGqs9dl9XtNdNyUi8CkdRBWdHhuwWjvWwlApLsbwRQfafv50k0fPzpt8OvXvxVcr092w4DoK4fAiCjWZAZH5w+meOCdXJTcXn758lMvDzPVzxe7nTclIMTZE2apftyyxOO5OBVyuyUHN7nw2ZiufZux9koG3J9SciZINo/wVlmRT6MSjGAlACTKcKWZzaCjzX9VsC2B6CR50CeRADSNwn3yYKy+wtjGOkvasPYN8sTcW9G9oThkRj/P3LuxA5szrZXs+J+A+tm71j2sin9Ddz7vU6kzQzqzv4YlaynkV5o56OwNfu7w330jOvjvb1D3/b5zO1T9aPa6O2/Prdb9eTW51wNeLWNaPtujI4fmrbcklf3Lrv1dJVteW3UkWDgI8tHAdTXjU3D9TbQjY5zQhV7P7D9MdnVB852PBWHohHvZX+W+774NuJyqy/W5sxzRX5hwi4355j7ousEXu1iPMBJG1hmpuQwHiMf3LpP5ZpsqNoKsqFdl9XtkWm5vl8vI0J3v8j+oddnRUdbnRlFp6JMjqK/SHC/wrcylv2MAAj6KNohAHX2QUaAjpfZ32AW5H1vb/Taumoqzqxz9mnUxmxfqViZUHa+JzRDRa7srOdCo3bwTzvkfZm5Y8vduYz7UBXQWxRiEPm+nQeiembqYIhhhKbojvY2kDLTs4zYtns/9uZ/R0ZpQ7a3Y41xHQcbQHbbNQCisiDHp+nzPdLbvWvvOCdBHQlN1Ib1DZY7HU6PRUJW9OVMx/lzrdS0F1eUvK8w9F0j2TuX/JQcrPv0as+9MZ55OnVKEPvXtv/Y2V93nda0ICPeVKTuH0/N4e77qbla0o/la7ufYrNsHsGwRWMtKUV79f60GERVvGkaDO2qh23FEJkD0GqRAFqZBfV6fp0PHmtO1f+Kw4qpOMu7mZvfERt7wjBzg4oknI7jhy2X1WQGOHWX4ZUn70BwnRd5rSk5OwCgfthxyNwd+rpj2RA7Lef5jP2SX561A20bkHS5p1+zIztD6jOlMbHtyazHmnaz9wlPv60BkCxfmwVZgvrPnOeePn+de+O0Dgxm3b5gn4AN3w9OG5+bczcpU29MYL8nZNWlwJAEyOiwjKySG5mTbved6dId10/lwPeGurbngSj1ezmdP60tHIxbsMhyL6C3r9vZxf+kL+N/bb+yj6PvPHy86bdS2vFq+7L19fZ103D+uw2Rj3NZkNIZtDPyBdUlU3GOjMCK0U35kXQ6WKK9ywK6z1WDl9IjB5TpD9PdX+81ukCB9QnpZO4SFRiPALBQzgBR/JyoDdY8jNo6+ZtBEhg2oKQ9r11r3waP7bOdLbXHVr8JIQcg+jmQ4XtG0DRcpg/2euBtxgsS4qk41HJhREzEuYz1r8TsEmZCcwHzUMwEThYaeRvv0yB5J3JW3ad+Edgz2ZBteD4bwubnQNT60P4cghWM27tlVBcDqe1H/7Gg6YGzpfrHY+DtbwvSInzB+m1Z/cwBqC3Q5wSfBXmC/VyfBdnHY+91k30N1bn+8JKz4ZSSnc5AjZqOO4uQ6fuDJECyd1Gfcreh/xoff4oyfoNC6gIi20BwNAVnT8u9yngQWTBC03NWm/2jg5/rREBAehJQ0U89ZO1rYeFTxyMz/SbLMt8FWj0Nlzv/MRyYOODbl1mQvbgg87MNn/rB+JWOb7u72VXMgm32eVApI8+E1A7aTtB0XAkXeHJQLUE77zTgFihY03qdR4n9d++uOpDY7TIXfG/jGhDZvunpOcZODY7WNCoPjVnh+uLg89qW2U8pZwCo000DSF8H2Wm41r718lnUzhUiCPexw8sMvVmj/JWWqcruuxtD6LJk0HZk2eq4FcO88FD5AEuPnz/FhYJw27a3fW42NHRnIu5KrWyI8ecKEHkwsoJ7Dfx2dqR1xwA11p5bpFA/t/sspwLtdrKsjslhaRRAnojMInmKRv3TbUFZr9ue81a9dZ3b/dJ1AIojcHVjX6bOLeQeJjN+05nQFDTcOw4dNlcCJD7xjPLPyY40ZhYoVBudD4n9cvfJeaece0GSILKyoc5mEkTWEuyjzIZRf3zaL3Z6gT8DJLvtHKjqPnCr4+p+yezPh49//rTtxgDU74t1njTXijjP0Lns2UcyEqh1TLKn3opzrR9t7SlQH1wjwHDrE4OwN//lzeSz7EgW/KgdDtRrqDt4kIJKb0VY7Ld/0FhoZLIh9oBqCFwPoo+pBIjqdvZ466yoXQjQtvXsaiDlwMQJWqwQ+1W3NXz8GyHfZg+ccQC9ts8DUGffhaAW91xXuu15fggYE8KHuTonloLG8X7xFVm/VzwPKmX0BabGuY+KvXuIrH7Cla5O6dRrxLe9F/BWgDbTAJfuu7NXHexdeFVPvcwbDKx9y45fVo79qvvXj0Pbfzt++FjXF56229bhsQ9bnxVtjb1SKip31QLbl1oz45m5TG1Yt9v+ycsEI/kmBBZAWCcC0Bqp9rGfTE/dzVZXo2ct+tmMsTckfGy544c2zCK3nGlj3Zxk7GXAxsgpq+MsI7Ydh/6onDmoifq4nafhP9eQdX0wwC2YO8RIzsqGqsQr5no/vCC7f2qj50ReOc6MXjat7IgLXtUi/9f7YNvWfmB//ec+h62ofAZA+hhbAGplTRaU/UJb5tqhsyDCHnN9R61hK8fUTugkenJjrNl3sq6V1HTcCoq6ukm4uCfF7tQdp8cAzOQdVLxc23o2JB7Wln4MuOCIdT/lJ4EIr3qaA5H3nMg671gYZYCE7Y5Mz+k2Xj8eeBj4RGPU295VX8hOBkC9XDMNx0BB2d/1Nax1W8vNNQ46ymRBpp/KJ6JNUBf1N9tPdlW0J+PPhHa5abPVK8uCLaofOZhuuw4oluZoNhRPWXgXKrY5JzkQoeADbBV9MVowamvYrCiCEcqODvsoGLd2V/5p+7h/DZ4cfIoozz7/KaUP/D6Aivi87vtArn+Oneia6XXbc/oQNguyJ3Uz13XcT9yOAVk21qb0JwLQ1Oq4tDgDhQ6b26d9c+Ia6C4b5+bWC2zMWHDZULXZ9Tt5wXZtO4hgHa+P3EIF3U8bxJifykDTc1FWFNUdfh2+RRlS+8XTFSKBswuw7MojP/Nix0FmPyMA0noSQPxCBEvcfiYOgrp+VPxZmwW1flu+oIrd1xiqiuGCNXa7KiUZE+mFCf2w22XDdUYDzw7bj9Kp145ro/+5Bjz1IH8ogPfFWOAQtPdtivK9mD/30LZRduCO9PurFyr4/cjFHnh/6sjUoNf/4mpBrgV17T5UfRmWtm5rFYha0bdb3NHP3LUy2Q9stxBAVl/ezQ8CkHXzhG9iWJE3VLXcsqkBhjyrY5Jdlu33l7Nh6jvHhe0nO+sVyZIl2tUB24X8jvrtPGKzBznSnD0JrGzIfYBb+n1jLlwkfayHAAAgAElEQVRLr6+39xrZ7u4e1fWWz4g627sux/tkZ0Veu7YuPk5b97cH/2MktrGJP88Wt591m89+5HFfBqCj3cXPgcLzGLTB7cX5DAN3v7+t755fXs+8f7rCjZOL6rz+ZyS5MAFED6jnGnHq/cs8GmhYb59HtZwYxOyXV30o6Lsv2H7y4HYmmi+xunoF+J4EUR+ccD/o10stEM3AiKnvRQIiBykMGR46rb+ZfbLgQ0+/rQSQOF8YAJ0hNoCsLMi2Idvb+u9zlImNDDwgAM0qt7z2hzWWxxxSkpmQfdBWEjcCx0yf2QM4ul9SSWdDbTllIryIrX1rA/9L4mmmGRDVz7ivbj+4+xoBI1lW2zKBOwclKRFg2IlV2zdGr25L0PjwgQBq6rWuPLbzALL2a3UWxIi2WW+mLGPWDadnP+8Hb+eMOGnVrZ6KK2XxdFwp404ODzIDrKCSvQNYmw3Vdm5752JeDSLmrowHkf4eEQ5yL5+sOu3LYXccRlJvDkpjku2bg0/u2Y+/Aq6U+OZiDEB4+6ppOOLLpUcMg76MZ0FC2YyUu/oAm/M6oBTWObHU7GbBhZOGEDslFxhxmvlQWEH97F0HD0hjyXUHL5QNBe0Xy8iKuTyI2vJSKpiM/vZCPysq5VhlxsGIHVEJhhlAebZG/KnbHnzmsp+6XW3Z06wcgJA/uD8bQMMSAEhffz6cXhq9Dh8b4jFhxmw4/rkxNzfmq+wcMpAJxVNyKJAydzLZuk85Ayx3dFZlQ4eAbEi1S7QXF2d0Ulo9jEB3BkSZBQvtOPE3ARJGB9zn3pCAJILKLLRQH7VcLut+aXjwObS67b2Y2U/Vb8fMOn48gLxzVfZnCRMfIr1Y+n3ls6DjnOvbRV0drVx3oioHLGfEWy/mjZ7zpayajmMgACq9XRqhLXMSsicqHwj1iRpnM96U3fXTckhWgOilVi9ub3pO2d51XQyjTWmOvSHhGvF8wF9kPeCjv2uE7HZle1+P9ZkbiJUA0v6Z52vR4gJIxZcoC4rEmm4nbwAMq9KPkbgX1u/eQ5I+vuTsBg6RMgSh0YFK1xknJlRjQAh02nAVHYyP5scv79SJsiF/kcKKabkMiNiLvPucBFH9XIo3Pdf6l4NRDd4ovHtfREVgWgUnxvYu/EOtrQUHUrMra8bQBr+efsNTqc1xfRsbAVCVq54DyXNQ2uiBm31T9plZkAcAHkrxCsmz6zwZe4t206l1SbwuGfsuwW7XniqbUWfbaMN71Ieng/qw9TdRZ3+B1e9za/7VoDreso1sje6L90VW2Q5+fgeirY1X3f6/lNrtvq5e/NZYHxe3/JKrbNP73R+N0myhUlyyDkTabnS0GD2p3ZQBeONtdvqt0T2C9CCA2qMdAWiNqDsl4FOPhl47XszQ2/K3ZbkHW0vX6xPrhOgL6uza2WM1BaFOjGPkHrojgHkmyWPPgS2qf4dHok/0FoXjEnYbf0DSQqq2qq0NkCVBRMF4EYhKaY9XC5eXp+12X9eOft9vaft720Y6rZ7ez83c6oOwN1J+H1g738KbZrP7aMoD+NQyCZ9XGQOgvT0BRB8rAKT17TIVnHcfIDqY9zd7TETt+39fm0wk/vjmKO/wo2GHMBPo7rw7ZEVehiE0GvSpoAh0vDqp5OoyOo6/MZ/6O3yYDSmASRDJrEH0Pwgit24BiMpWala01bHQ45DPij5lzUUlf+tJQguLzHcQemRJG7BnRLfWe5u18C6n4dP3h6dKXzrR85/WpuxvBkCWTVm2CkDRYoRwSbcDDvN4WftA6Hoyasevs9GZ8c2S6UzIh0p945cZ1N4nNrbhZyYxEHjd/lKczYYOwQE9lq35V9ypETIK8SyIpIdHYQ+i1l5tzWRFpfS+SsigabpWT7bHYn1xd+S42ZKFjW5r1E3B51WG4fMbAFotEYB6H3wvdrFhh3LdgIFJqBv0ufPukBVjsm46rhSaCj64xjKlT/270tU1dFy7xrb/ctNDRrKho4/8tJwlli7aHwZEps3jxqKjhp6ee6n2WVGtn4dRqyttxBK/VeJMCYPQAvj0268y5vlPa/sqAFmyNx88gGjbe2n3l39bt92ONSF9YYCzywJGl6wjTAd1ZOA3ZGqJNrfTtvvcTo8t1w513YZ6pdxwP87dVLxaLrAhLui2X8tfJnhkVs1Jm11Q2GTw2kq/LzUQetNChx+o37b8WAnmvbdLtrmLML599m3XbZCtdoxf5XXc5ZJ5dFzQMezGG/SL9ksCCO6bY0OWo8C8AkDcdcsFWxlrdl1qNsjEO1M3sSwbH7e9+9f3ZW7OYPlreyyfg5gfB1An4Co1UhfpsMEJBe1+iXXG2pjcEUTd53fEspZxo6Xcu6qvbSwYNV11/ntAattcCadsn2g/4jHQ8GlXvqHsx33+A4LVDICstmsBNCfMNFwuC+ojwkhsYhjmgSE3KgZYTrhATn4mdNzf66mqWsdMzfmTXZ4NV9dtqJ8NSfW43/psZ3yRgj0tZ+1b65flozX+Xds9nppr99Ls9x3Q5PTcq+oIVf0U3VHW16N22KfOLzFcaNrOsnG1jPwGjRV49HMfDR91BhzwmZ5+q/7MTMFFALJlLguKzgJ6MYKCJNAjYcaM/eHc3l1PsU18bPj2M7IsE2Kc2cGntii0IU4Y9+CSukin9dP79dXOxqc/ay/Pn5br/DE+Q9/BtvQtykJg27buHdxQVvSqPvaLmT4qTbl/HqD6NrtArwm6Snbgi6ov9pjXOi/zKca46fH+AKjpVB5P6QPyq/ZzIoDg9pnTcMfnxNnyObes69lt2us6jVCcsHQ+nwl7XsXKa2b9dFwphLPWSaLbueDCXYaygw134J396Q6uApG+l7BOYtliFETMBQ1993xqQLRqeq6/ECRorOdFHox4ICkdCaUGTrMX26dPYF8ad30UOnWM+nFi4AOn3koxFx/Iz2i7ljU+LQaQVPgWgEaWZAP3VQOvbaYfBD7PZqbfvm4NipasjjsOmzi1hY69XLs1xH55Neozo+vvSzwtZ8sG/m17aGx1RqPpgLEVc8jvtsyrr1Nzbf+2rWNb7s3WVHBTdEdJHQ/5Q996qq6tw2KN7gaU1lxqcd+xPrrD7QawoGk3pNcazsDHL2uC9yIAwXISQFfLLjYQDBjflK7TiNFVx5OyZyt55+OIrF2i3QoZqX1waSB4RpmgC+sGYGXZ4r87pEHEPx9qZQ2IiqGP/Ov3w7aF+pTjrt+0UFsjGKFyrdfaaL3ibkK+LTLA6noPMla5sNOMPQsgHw7nAAgFWQwgz9be6Z2VBVki9wEBw7Sl9tfvF4GP8cnTCRUnZfkzIf/E64MI0kGDrvTESeSOj6MbjWt7Ess7CO/EuPb5EPAjGJ8oALjHcC/d9Nwe6LfbO/h8bOgpupd9PYXUjpmcqqtlaCqq9bf9+6Zof9ppNr2v1v5W8cfsuL6iZz/MOVP16vTbtQBq5UbTcB8/ubMLxSSmpQc1U9/RkXGa6nOBnJcJlVLEcW1k49Sauqrjaevavci7bL+h7K/td9+4NynMSu17bMVcu8+6Td+H3bedEZVSupVzLTKlfil2v12bIzhMZEZ9nVUeZRa9rDjU/gXrncsSLqjcqjMyH2fqjdnuy3X2Y7U5B0ArngPNiwcg6RMLjN6W0Resw/0iG/Q4rB4wIUshxMGEeLv2+4JxbQVB1vfBCYSekV1vmgF2l1NrUt+elsN+3AdE5ajvQHTsq20P2mg+t5U+jOp/R4Ak63gQjAqHMn9KDfmBptw4+BSx6QUrXM5Nv7Xl3wBQLOdNw0lBAELHgBmnLNT2QKcuaOkhhvpfzaRTMiEmsLMBsa1rT7nM94ZQQGb8N/ttjJwFIvx86OhDLvJwvkO0AEQF6LR+lu3oG7+A9NCX5WkYdQoyAPtA6ut7kFk62uM1gsHWA4QDj3F02rFbDp/GhyAwR/2g8jUAau31EJFnxJnTcJmgze231fi4/Yv7teuM83w1cYAshxCT6azIhlplFGAj2Ji6hs0ORJsNQEaOe44j8GQXKsiLxgJRO5YzILJ0qv333pBZUdXSZaMwOvqspT2QZL3Ws3XWC+rT6tcCk3FnVwpccCA3M/CpdTr7YWxdASBt6bvPgeS+7KBR5kxD4ylvClx9pzMmC0J2V8kJmRC44zeiHBsM27oOBmUrW79ky5S96GwoAy1lrNQG3n7YLzj1e4tA1PveZyJXg+jYG7R6ztrT0Fbzua1svzycB1Lbi9aTMner0UvfT3Qp4/0IwTMIH65cA4ixdRWA9u4TC6DviQsVuO+2IQQ/r080rm6DwO6snDQdd042hANlD71hsAAHpE0NwNpBFkS9vv9KnhhEPdzOANHRSwSr/o3W+awI9VdavfbCkNlRZ0ze4VpQEka70isCFQJOOwI2eEopVNaDtvlyPvtpy5lgaH4+FUC9TexH3x7Z2MUGAgGCSyhg311gYRP9Z0c5lwUNR1RXznljAkqVjb1jLxas0y+djtoiXfOuzdDr+hZR0j15PvZ2WB9PD7Tte8Cwtqz9N8dAiNUG+tspcG8ziMqV3rtgL6V/JRA0uH3+XtX9oudd6PR/M4JtVjf10mvYb7Nfx77ubblQs7aj8tKV15uINqBH9s4GELaHAaTlXtNwzJiZukbfVNuPZLKg9QAq5ewl2obUMLoqGzLaAv29lNQihbCjoWZzK+bipdvY1scM2H/5uRQ8Nt7YyrZWVuTZRnWyvB12NV0nDOAsCXtwTuZj2QzOvDYIyKm23VQNe+UAIbMfcFNp2GT7nQGQDqg9gOx+8wA6U2yoaJ20reOzY+AOWVApJ0IIBkZjPyAobHXRpp8aY9p6/SN/pU2rb29fSinFf3x1aMYLFZqeP7WrQYS22/LS9FeA3pkwauugrgzgbTsTSpY3F4iEikyEQHTIgIevG5t6y/aNAuZKAOUWIviRwoXC3trQvu2gUYZvaHw1sGKLcLxLKXfIgko5bTouljowe/evpeweELKvblucqOYFZei1F4G84/BOXHtarj3I8RsVWl3rIrBsfXSafbPGlA0uVKDqlPppKastW7eLP6tiL6WbztpR40ykyAjop/NHTrEJXyz3LJej3al1lXrt1FspfttIB9XdBUBt3Ut/79p7vvc+jwHIhgonXt+fz25I3cW/se5Zcup03HHYu8NvnQsgSPIZTZwNSTt7Kae+/QD2d3zeS7BQ4WjDLt2ez4g6+47vaD9L064A3U7nvdGuojv2FbVt23u2ZZ28bKxM6bMZnAebNEiI+hkQ5LwbKNbX9fXimmsG4iz4qDoCQLhtFkCePwMA2kSDhDAAioAV2hdjgcbYda77eO4MwemZkEfRXejMZUNHRhKT3fZDl7Ub5t1O0dlQ2OfHZn9ZVcEH/tO3ao8zorY+yoh0276cDTpeAGv9z2ZGrQ2kszv1Xh1UEH+qaCsqg1F9BDZX+u/um9BpM59S+mPh2WCOMaqD7Zpx7WUtgNDn3ubetUf+QzGuma4qa9PpprXZXuUodkXWaps4Vl6xQvSC6ThwZ2XuFwiQBR2AuD/UFbw4xMlr6ht67YVhBXRrW7QEOg44SqFAdAR2bU9clE30CcfM3I9+XLxg1u7DCIxaO1E/TFBngjhtPNFsFDpSh+lzBj7McS2gzgSQ0q3PQ1cCaMVCBBkHPAhEAGJiWjbsK/tmTNM3tlZc9tqslkueCeWyIVnj2ZWaeMl2GFThSWx3aJ54JQei/u7L2vMVIJJQanVrvRwLNH6yDonslwpue3FhxAbayK9scF/9N+MXu59abx4+xdGzdHdUt6M+9Y/t4X73wgHoKOuvm13V4f0wt/f+yjLjgHH9Iz03Ppj6+vq2xLLPZDiM/RVy0cIEPxvCO9u3sQ6cDpTzQ8deeGb7/tGLf6IZHaCLlAGR9T2i/rPxC5uHDvAdBatsUGJ066+aHiVbkUCKhA3oSDcDBEZm7Wd90eB5X0d7mYJPdPysbRzEW9E3RfMA8pdidy6R16kEwOWy97fpOu71124aUGE8Pk8uWx3HDQo+zGjAw77EwfACYkrf0OsuFuAoAyJ5dzIComqnB5H2U09/dDabRtHY0YBJ6JZ9c7IjHkit3VGoMCBZAbDR9lW/B08pRY1hBiip4yXa98eyBABqV+ch22sBlF6IAMS8/g2bSM+NCarMnxbz28pye++ysXaFXL5EGwX09iP1IGyPBn3NtJypb+hZ/VtyJYiwn75NOSYeTJiLdghGpai7+MPvESC19mehMSqzffftbPBk4cMenwLqZfu2QtvDN0D4/LweQEo+8ab974UACvqHRlTVLv7l2l0hl74xoQ2L0eMuqaPa7iX9JoWl8u5Q+lX9iL/IKsusl5327Zzl1o2NxgPhFToGm+hT2DX2AR2jAvZR7u+hE+m310Y7RqUU8aXf9i56V20y8uXr0RQdxEU9cJzZFxT8eD8cGyEoXp99H74DIATRUQCtkAhAe1NgAsq6GoDfV18DX/uy6kfgIMhwwg9L2yY6OPBuJKGf9cGy0fXx6V9fjlXijKgfyyPk6xO5Ddnhc6Jdt+tt2GVSkA2vjaxv7/ZRhiSzJManu4j02fzJb7j//Fh6x9BqY5V19btlM/P8pweQ/dPhflZVt9cDiBEEKxh3HP2sWPaZJdnfkK9Nx8mD7cv4IoVTQeTotUoMiLoWaRCBi2+XdvosB++T/5zI248VMGLaWECxAnIRAVwH+O9dlLYvGDqlxOBhxs7aZtrIMgkfFGT1eRUvQJAA0nqHXXl+nwsgqO9cE1IvCyDkg2qz63JLrLjrx7Bz5SsvMPXkOJ2O6SEZDmv9edNyeyn82xcMPeh3U2jt12d7z07N9QsR/Cm+vRwBuUB/298CAtN+TcPWBtqPo6yAck8n06Z6/S4XFWjqTtsau/z60Rlp7Qu3ejKwMdDW0sHgKAZ8SkHZT9u2b1PPnjMBhMQDENI7H0CvKzYLIKsPbkn2iuiZly+/RVsH877e+xFvro+PFRYqaft1wwYRps9KEL0+xSDq9fRzovIp7UavqW30DBhZAJmBUdTO04UBaJPnVuYM0GMxZqe1+L6bCntk7Y21H4GP3Y77eZK6lX3+U0zbr20MIHdsjsMA4JIF0JzMwKAdS+Mt2dD36wFUyi1eYMrrmm13fBK0oSK6a4B9BHcZyCnzhDXuRaJgwU7NVZ3+ovz40Z10LXb0CSpt76XiS/qwiwZdn2B/vHKkI/1i2kpd2KZZAq7+wh7kdBmeOtM+7WafEkCu76Z9e8zYtl650tmtdvU3m2IAHRbuAaD6766LWn1iUK34JJvb8Qz7IFwE9Zv4N/aRPcfOkHtNxzXnbA2Tc9Nytd2REe2lbPhFn7CPdyGjb/mmfegbWvv22d65jKjpocjLfHvbKRvKMo8gUC31l/nRAv/662ecagM1Tk1V1w6VS2l7G8mQkJ1WVPt9M3XnRHs6248Fjpn2slwD3GobT5GBM6dpU4LnNv6CnLo9AKCuLACQY8cGSlZ/FECyfNf13yQOkK9CCAV2BKK1krOYAhFw+FoQvfbPA9FxkjPTc/3nPlhkp+g6ndILC6NWF9mV5axkrsmsj6uFCYQr7aDghdvGGQoCEMp+cB8nAygI/lYQnwHQ2cJOw32bSd9fok0I/SaFPTgpDkvOXUR0QMI24EKN/LD6Vtsf2/py7iW+YJnpudbvqr4J+84U3Y7a6+2o3JK94Da7Uzcr0jb6O7M/qy5ry6qD2+8N3BafD/b5c2zZ0299H9J+72O/fQ6ArMYRgCKx45ftRxS/yK4b3W8j6AYQggMJaf09ECFguG0AiLTePIi6i1j1ZC/h/uzzLsf30MV2ZXDov1e0HkajQIqgdAYsZoXxcdR/dpyVbRI++ek35vs/xbSv+9gLApA1hrKACvyi0IsXVnkErZUAuvtihFZu8UzoOMW6U02fd+v7nHw+BG2KDd82PzVX2vYvt1sLsF17sY9Nzx02av+9L/4UXed707DVkC2sqTpU5wkKDJ5tJCtPvyz0ZiHptWcCs29jZOpNttPAyPbx2mbt8QCCbQLbUncFgEblV6bhDrkFhCKpgXzdIgV092712207cFFtFoJIlnkgKl3bTej0IDo0LHto1Grb9jtKeRghf7X/2oZVH4l10Vm2rrhIV/YR2VoHn/7s9O32Z/qn1O3Lm37z7Vk2MwBCkLDs2EDBbTLHW7UTYxYezx+R20AIBvVm4wwQRd8fMv3MtDkZRKWUgQULh0avK+29WtlZ0bGNgKfb9r2yMGrLkB2rPiO/evEyflOBahA+so1xpBOwaM8fq5/+HIue/8CyLwEIlhu+jALo17KgUm7wTKgVOECJ0TIPoFk/tlAh3YbS5Z4RobLsgoWxRQsHUOpJ3u5P31ed998/23of9vbD3pfLMdJ94Po7XVyrhd1PbwxlwfFcENuT3/fZZHNgu8Kqtn3XBABizs3S2LwSQJZdD0B8m1kA7eJf0KnT/ttym0yIkeP0tLIhs0FgdfiNCpk2lO5YRlRKMd6KUE+4kem5UqysqPX49d/jeFh99e37/fhoCwNdHdIvWNBFNpstfUPYYOHB2Sq0bbfHLLhZgcazU2VM9lMaHW0T28XBeBRAkW7U/wiAePnFs7vKrTKhUoyDAWkOqI/a78HJQPpg9ZNp493RtCj43P24Fy/wodPvraOL38pUupZ7P+ZVv3Wwv+sVrhecGfHZkVHUlUUXr9Rl2lwlI75ZerD8XRBlPTobsTIflHPvov27dNft2z6z2U9pbFq6quxkACEZgRa04cSMvhzEQxg37ye3zISOU7I7NZuNWn/O8yHki/z82YZ+LcqIjP22/CulGAsMNqP9MYp+VnRcNPbChUNzU/tTStsnyoxaTb21dRtIG2dJss6S7EXJ3HOuvtA9e2YdCEBYZObiZT4STrVNzZzeNWH/ePEB0s9Mv6ny97XfRvRlACK2/eC/mzr/CoBKuSmEVsooiPDlcT2ICrBfgA9tWbRgoW/vT5m1+vYUXa+p/An6xHb0FgKSboHHxqrPytkXcmTfrR8Czxx8av27hoaPvsIs+Ei7lm1VtrfBPAj4wEAIkx357PtY24wCyIpMvyu3hRAK0O1GrfezoVwf3Iq5CERIjwFRAf58sgthAO2f8mu3gKH78LIitS9JGJXSPzMqpc/QSvHs9D60G93+k1DCln39lZKF2BrolILGWkNgB3p5+GB/2jZ89sPZdgAkwrfUPQtAsJwFkCv1qn39K/ey34C+30xuC6FS1oHoU76XLhtCfa0AkQWfCER4n4+TbG7BQrNnnW6PJj4rOmyXrR6D3lqrjZd2t7Yy2ZH0pxSRJfWGzQvQgs03LliqzxR0SsHg6ct7WxvcduFD+YW/eGrpW9Nvtr4u+DaAVDsCQLKxpfOXAFTKzSHEyCyIrPuyVd8hkn2MgUj7JPdPmiytvXdBnBWVrqX3vaKP1nFxUTACvoltK3D2v/2jLysUiNSxApkqKyPZ0dTF7wRGX1jw6KNuj+o4fKy+UJts9gPLfwhAUtoxXQegKGp9X24PIRiQ6XF9KbIgggBzQGQB4BIQlVqhAznuJ86KNIy8aTIEo9Y+bifvtuVU3TyQzBoEJt0VZ2uFGEbzfXHg6W3L44C0VsBH+4HarJh+q//oAG0Bxdo8C0BufyGARoBybwCV8gMQKiUGUa2X2RC+CDkQ6Q6uAtHhedtf3Zv3goWtDE/PlTKWFVXd/vLofG42/MzoaGEvZGjLivCxD6cclNzaY1zc1mtkHmgSOu0IxhkHLutHXa12Eyr2PthTb6jd2uyn1mYAFIJE9eH7pQHk22YA9JL+Woz255QbpxPkJyBUygyIlGpXSK2YC/xgQFSMdqVE+4P6eTne9uHtJwoJfFZ0WMzBqL0AW+DVtrin0pVYQOq35LdW9E/C85fj/S5cmUX0cLCwyYGnLW2Pbx4MPbgs+PR1Z0+/tZ/PAJDbD+gwApAnte3fAlApPwQhUwZAhC8TS0c/ixkBkdd/DNaX6EytKN+K0Ef79tl+K3pZkQ7pSRiJfnTbtkVrX5boCwtlSVUvAhOy+E1BgRsBh4eOXd4eof54fjSWwqfqyr5mFh/UfzSAECDkxmkA6rYDANF2eAD9mvwUhBiIVN3xFXO3AFEpnyzKztSEb6U3avkj1FRW9Kq3MqPSbO1lBYz6/jggyXLsn9TFlykGlNXLiNj26xigvfHa2eKDp/ojwVPKWfA5yvLwgeXva/ZVQQIo2K+lAPq0swEkDQwByJBfg9FPQagUIxCDIN+3wW+YvjWImgILREX4VkQ/lj+oHAFCTkTKktYrBkZHizYAzQCp9QDVFeWxlUWcfdl69qPbqcO/ESBZ4BHHhwbPy44HH6v9kuznXVjZowPzrwCo5WcEIFN2/fHXAFTKD0KoFB5E8rU1bS0DIm36uyAqbl/HSZ9bPSfL7Sm6zWwj87LaBmGhbzEDJFmK/MIXJQenq8WGDcrqsAXUjgGPb1fa8eDT16/Mfvo+tJ4FBc+uarP7elFfqwDU62vY/hUAlfKjEGqFBVGt4jMiK9hPg+jtRtuueG2NvkrR/R7+lS2XFRVRxz0vQvb6qR7qdTygz3Zvqp6V99hQsnz0L1i9v7PirRirImFjB/xWC7WfB0+1F/ne25BtJuHzLkTYQcGXBRD8fCMA1bq/DaBSfhhC5uVJgchpthhERfTZ9tOCCPXVtQXwkv1W/f39fz4rkv1/ynadoayEEbIhgxbKkKQf2q4PpqMGg6bP+taIDRM2A8L7aGc7pWAAIEuo3xx8jrJx8KnyLlgjDPkwsexabTwYyG0GQNDWQgD9FflZCJWCA7+tEy/dPgNEsv2xXUoJv0uEtlt4FdBfr+9nRaXYYc7Kig6rL508jPp2ImCpVn3/rQ/SpvTHvlq37jN3Tc9c+Uw2FcFG61nQKWUFeBj46DMt8oGGz7sQYQcBxAvS3wSQ+rzrcqtPZiGCB7Jfkp+GUClG4DeodCcQfcoCqMC2RiX4yYkAABNiSURBVH8FfD6ukswKuqNcqJIwqhZrPlHv2K12HpBaP6wsqbXbt2MDvOwpKpuRnA/2Crp36RB0+n74rKc/njPwgXVdoPbho9qTAMIQmWk7BiC7DwNAO9L9ffl5CJUSg6gHyPyXWfvP60CUatvEDOyXbOOvoCvAN6vOh5HMjtCEVzvdFQNJllhZUutTbYcvU/t5zxWXtRXoudBiQSdu2ffdg4edcjsJPu9ChJ0QQCR8VN2NAeQ59ZcAVMofgVApORCBatfGN0FURH/tdqvc1lmf6wVjZ0XKvlPHZEaRXX+6rm1tl3hQOhT0mHOX8IrFCbovru82gLk6oVjTZva+WXbPgk/9JwEfYJACEIBC1B63PQ9A1j7+NQCV8ocg1EoEovYbL6eAqJQuQ0mBSLT1fEQFVru+jciKSm/wbBhh2zhQMs95DO50CrDlZvnSNj33cmdA0+nSsg482sYZ8LE+fQdAcVseQKyPsAwCCEWQ35U/BSHz0FwNoqawtVVgm77fUgr9nKi11xbIduhzvYheOxX9KJ8UD0alFOd9cX17aUOWyEt9+A3aqC8nIMWNA5lg11hTCZ32CJ0HnsiGWd/dGKyFT1sm24VB3+oX+Av7OLYhPLx+NNSQjZf8HQCV8scgVIoBkNIXXAGiUkq4+g0F8o8O9FfrM/vpfT6urpEpOncf3hVRdtTasPux7up5KLEa7uU9AZb1Zizo9HUj/Z8Nn/oPho/czgDIa/erACKKf1r+HIRKGQcRZQeAqCi916cWJjYEgJ9HWWM81V60a/1Dn49GH0xcAKN3T6Yduy+ZUXlQkhZjuedFjvaZh04p8X4x75HjbdmFINya4IiCMgsQyyerPYaXBqYHIHM/VF0MIKu/vyJ/EkKljIHIhIG0I0CE9Y6Taxtbhl0afaN9adpACIB9lboYRk0mJ4zOwqiUFUBq9wZN8+nL9Xffov361Ot5oy+nMm3JgIezZxfqEE7CBxRQ8HlvWD4/ALqP/FkIleKACOpwICpHPQWiUi1D+MUg+pQ7QBnJipCdWlcBWo6+24ZKH/tcDJ1ZIGkNuddeQNcSr4CbCQG27d4n1Eec4fT2mIzoAvA0FRF85LYXkLNtkW/59g+AzpY/DaFSjIAvYlYGRN3nERCVvZStf4FqKRYMhF0DKAhEyobT1u6fhxHy2fXnqBsAkuz3sJwFU9U88zL3bGcgI8+oTMsceBj7d4aP5R9lo2uvQfEAaL38eQiVMg6iUjBgus8BiKqNw/L2UYD2jO2jrBScFVn+yrIi2h71szAy+wP1lk4EpFc7Dya9Ju4HjWwu4zhP8AjuqgztQ1uLQ9cseFydFfABBRFMZCC3/GMBJL2+BECG/r8AoFL+EQiVMgYioJIGUf8Zr5wryDew3ZU3DT2YQDtCSfpazO01MGp1LL2x98WhfuTeb+BT1rusxPY0aNoaH5qj0JGeDemcBJ9UewACxywO8gkA7eLDNIB2/fFfAVAp/xCESrkGRAXVdZ9rIB9+S0JbDmxYPis7BsiQ/gyMkP8Zvbn3xUUZA6r3wcPuC2vPvt3QbaOpw1XgcfVA0GTho7YJ+MgyGx58v9iG3gfTxu7r6f4eAFnyT0GolLUgKtLWcWJuOHj3NuznRFZ/q7IiWTYPo9r4Y/ckIJWCA20Eppe92Wk4I5CAnnKCJg3jXhjgvGzx4uqqO/8dVXPbC+BjtYn6xiAhAURC4wEQL/8chEpZByLPVuY5USn8Mu5SsA+l8FmRVTYOo1oSZUdtW6Ma6oW6AZhe9hh8eL2smJrj/FBtkk2WgadROAs+Izam4KNsaEicCiDR6F8GUCn/KIRK+S6I+s81eA+/JaEtN0Bi2ZFlsmIWRmW3s6O2vVFt6lL6zlUtAVX7+F4oyILm0+6MNgF4UMkK+Miy5dnPe8PKfkw7SQAxLyONbP0r8s9CqBQHRKUAGOzvYrmE+7UFoUGDqJQP6gQAUs94/n9755Lkuo4DUVRE76NnHfF62vtfm3qgkkSCiR8/slRGDt61QRBk1bvGcVKybxlnQDtyV8PoipUvQuaO4GIxIPH8yDyieMOXoDVzDXfdVfNAo7VcD4p9Gj5lTK7T/oTizwHWTwDN01dDiEgAEdWBGgb8s0QcR+zxL4iIcANHICIi17ck8DX59k8XIhzRoVo8xgc4KBA4ZHd0RSNAElKgpBf06EHaKqCoa94x3wEeFLGe98Kneb7pP0fc/VwjpvspHiSA1unrIUQ0A0RwSgUiItkV1U37eIHg4zn+mJr5YD8BR6PWYwNxd3RFI0DitZQ0UZ4X+5wrPj6taD7ump3gQbGV8FHKmfUuiOyvFsn9iPsAvyNrLwmgPiWEfuUFEZ155Yda6y9BFZ3OJoOIPz5XEAASdkV0P4ysGAISbWw9J5SUVLfe1BRCe4XQwVU8sICxp8Hn98kG/gbOAlBdp3VXKJAAapUQKuQBUZ13wCf+nXNEGADcFaF/knvEFaFa0l7MmgKMvPXqeNkkrugPf7UqpFkBpico3LCExidV6waPGJwPH3M+qBd2P8I+EkBrlRBi6gcRdiIQGMdfdJcrKrxW0BXxWDV2OI4OGDV1wYDHHclx3jj6oMTrIz0BUsNNKQgdbU2r0WuTu2tu+u8g7n7akR7341s7ATSqhBBQD4iISL1ORKjmhkFU5hJdMJJcEc5vx+HPKbgZDUZq3YA7kvba1pWhdMK0VIAsr2oKYLM+XyOPeMGh/aKeAZ/9RRFxP2cMAMj6mcTrP0I9rea3KyEkqAQRUQ0OBKL9sXzDgljzF0REbUPWXBFyMtIRnRS7Ki6EEaiJ6nrjaNQFJlzomUKwgfvW25obMFr8gfBpnm9EXdd+igc2rMpXYQJophJCisTGDho2AhGRDoPz8fFCCLii/b+Tj+hoHEawvhNI3jheB4EJ7qY90pM0E1iONTFoficb86NNXZ3TAR40FoWPVF92P+Uf4+6nrVK+2moAafDx7CF1KSFkSHUYRaAGgH2d6Mptj+eI2gaM97DmiO544LlmhOpo9S0gSWugtWwwgayqESqUYUNucJVLlTXK/xk4292tehq5ObYQPFYNaVxt5NWvq8/9lA/b9X+aePz6D3r1p7gSQg6J0KA2sNEFon1O/HiOaNwV8a1FYXSOb8X4T/16G3JHSoIEJWsMjavrBzpv17vZwbfA3umzodNTdxV8mucd8DljpvvB63qP3+o5RAkgnxJCAZXQ8IBofywdz+1ZosvpckV79rTPA/FxADlUG9UKAYklRaDkWV/SnS2jh0+eOZbZGpnvAcZK+Fx/bGJexP149tEPoJRXCaGgoHuhNlA7F3Q8V+Poyi3KhF0RnasRHdDY6PhnIsq8FTBC9VE9y81YSehFHoGO9fN9UpE9mLmD0JHG4Zxb4CM9mu9+9scIeW3AUzclKyHUIdmNtIELWqdPOf9q8382oMcVHbGaC9cKpzMy3EsPjGirj+qqMbCGVNN0STwJJHsdkZbrnR/VaGNyzQ8scjd4vDVr+Ox/abvhwwbtOdeLpMf9SHVTthJCnSpB4gXR/tj+lgUivytq6xdzShgdwOiAEY/D/YICPTVdLklKBhOsxmBB5o7GEl4jOKEXEjAuNPaRmmgN65Zr9XmX++kHUMJnTAmhIdX/hEMDIiLY9CM3LfDHHlfUzBmEkRbn4153pMVhXSNPnGBMfHQD6dycd5obPEVwJtAwfPDoCvdTxtP9fE4JoQkqQUQ046aFK/eIS66IzxPnFKMrYVTmWEBC6/G4WNuRa05EuuPuhImdK1IqBJ1iYDbUngSf/XEC6JNKCE2S6FxAgLsi7TNFqPYx9wkwQmMwDwBJqxNxQEHzo+uhnaVnW9qc1eBBY9Vz5ZoPfzYOH3QuYMAHBBNAa5QQmije+LXjOSpy2psWbAdS1f99giAmAqyIVDCijcq76cqfh5r5dV00BvM2lme4JGvMXE/QHabHq9GmZs23oBPZQzd4iAr4YA/sdjEhQPyAnHQ/T1FCaIEuuOyK37RQ4qHGjuhwnK4IPa9gRPhDr/p8eS1JFbgEikWghHIsvbWhePat5nSAx8q14XP8YcNHWivmfsr49SpL9/M8JYQWiTuQnpsWyhsfeHtdDyNa++FUIVdySU2eY10r98maBQeeEG2kEfDA2Mbj98HnGnMACBTZzj/RGUNqlhJCCyWCokxQrhXtj+UjOl7ibhihGmifESDx/AZKrEjEEXkb8Mp2M/Ju2jVXeSc/Yw0feErngbPcx24swQOttv6o+0kArVRC6AZFXFGb77txgagfRke8hcVW/Le8bkQuIHlA0HVtxwATnBNY91PHLuF1B4HjnecCTxEcOXKr4l3wqV8lve5HWyM1Vwmhm7TWFe2TEYyqmxcIw4ivh56L7og2op8fOMcDnKhLQvPObaBEoehrGoyw0dWOyuMweGDkyK2Ku+HDgUN0vX0adT+pu5QQulmjrmgf5sBxXi8qBsdhdETlGxl4fQs46MU/fKPB5qjzydMWpePNaobeOm7wFEGt1a93PvzILw6fdn7qbiWEPqARV7Q/53fR2cd0s2BU59buqHIjAEh2vVY9x3eeOtLgHTxa3eiWQKcY0HyO++iujHccu+HcdD9vVELog+pxRUeovouuxEHbRhGMztJOGJVjkjs6dnCEOJCseiC90ahbsvS2ZhTd7wrwoIhrnW748GO4dD9vVkLow3K5IhaUYSR/QzcqVT0vm80Ed3Ts4ghV4+waEq8RBY3WRP7CfU29TTLiItBAFDxaXeR6UL4PPn3XfXgo4fMMJYQeIu6KiACMwB1g6HrRASOpAaswKgI97qjOB0AqryGx4poj6nVAVqN5AqRmNEOrhvc4ciZ4qrFHwUd7daTuVkLoQUJwiLii/fkFIwgzY70qn8EI1eoDUjGysZpOKKFxlGPpje+GPXueBR0p6nZZi+AjznW5nwTQk5QQeqBGj+j25y2Mosd0Z6xsWoI7gvOEGB/Z2A/ihRLaxxucj6UoGM18ETry7Ch4qnEDPFatdfBJPVEJoQfLdUTHghqM5GtGWzHG57MltuKPASDV83iTUaBE23lNCdXE9fG+PBqF1qzm566zlX9rxqDjWVcCDwr5jwxnwieP3p6uhNDDZR6ZCUEfjI7xDndUBLXjOnGuEseHRNc1pRZMeOEZruiud9Bd60DHYV1Js0f9sJD2MFCP5sDnep4AeroSQi8RgkLz8grDSIAaKMnXruaA4zqppuSG7KM2DUyEwXQOiCPP19b+n455GXvU83vQwINC4ZrUDx8efsX/19SphNDLVAJABMgCGOEal3qAxGvwPG0MZfDjnPPxpu+hqiMAa6o22QOeKeK4r8WOQqfJc4DHUxsdjyV8vlsJoZeqvLbTA6MjvFXtDl8XksqWOSaQWMEZUJJraV4BrYx/QTNxVO/Iquxvpz2Ow5XnaPp9ewhc73HuI+HzbiWEXq2fbhih8Ig7quu0MT6wsaJeKKFcP5y0bE9mBEtzW2MXSKK5k8GD8ubCBx5Kp16mhNCf0D0wgjVBnboW3yke8EIJ1ZTmeBplrIWtec/dU3XKnAB0Imta4FFrheCTAPoLSgj9Kc2B0THEj+pQjiQpz+OSiGJQEkq45j/5KGd0b6PQiewBuyWn61EGEz5/XwmhP6kgjMCg5I72WD+Q6pqtRKckLOJtR5GGvrLFrYBe5EK+tYeh4zya73qumgmfv6qE0J9WDSAVGk53tMf6gcRzeb42hpoWd0zePWh6qjuKNnPPsDyGr7cMg0cZbOFzKOHzl5UQ+hK1zqZ+LiYaQ6NA4vlt/VYWmIhkOIl1PiwX+BxJVoofsNdvZyV40NBT3wSk1igh9GUKwwgMytd7xoHE5+B1sDxwqlJeR6FYem8zl+46Q+Ax10n4pAwlhL5UW/HI/HzQAiDBdRSZjkjIUdd6eNcbvT7Tv1bpglaDBwMv9T1KCH292hsXlBM5N5DqerzFjUMJzdfq9DTpdR9WfW6dLugYCfg471AC6NuVEEqdkmBUxuAEIcHjkvYxDKXDpelq30l7GvXoLd8r1Lee7ST0GxP0WxO6C4PhdD0ppIRQqhG+I66NmZOEYZ4iQal0aWV2DSbr5vDR7014grTmHQPwEHQcSel6UlElhFKqVgCJp/A01Ch1MO2zWtcU8TufaJDetaWbBCwHpBPDDeIh8KRSuhJCKbeGgSQm2Wk6mPZn1nt8fLT3yXfn8to2ZLgDstv+LOhIKQmeVI8SQqkudQGJJymJvrvh5LaHjux8TdKCXUztHr21/LdI43UDciYneFIrlBBKDcsCUhlXJ6uJ0bvh7PbodUZjjdYHnQhg6nnrJsl30KVS85QQSk2VfEdcLTeU1GR5imdqb+O/W0O7DEzW76JLpdYoIZRaJv3mA3nMLGRO0KdKuvPq0JKmHiya0Ek9QQmh1G2aBiU0ITQ5XvIxGthkQif1RCWEUh9TBEp8PFS4u9DNmkgC+/NCqdQzlBBKPUbWB1MjNyYEF3qtPD9KflNB6slKCKUeLPzZn8gXl6L8NynKS5z/5t9A6q8rIZR6nbQPpaLbrqONfGXLnmHC0tmk/pISQqk/JO1bE4h8X4j6+dO66LclpFJvVkIo9UWyIIU0A0lRaCRkUt+jf/3zv/9+eg+pVCqV+kL9+5//0P8BoWif6KWBWu8AAAAASUVORK5CYII=' width='417' height='417' transform='matrix(.24 0 0 .24 0 -.08)'/%3e%3c/g%3e%3c/g%3e%3crect width='100' height='100' rx='20' ry='20' style='stroke:%2388072f;stroke-width:1px;stroke-miterlimit:22.93;fill:none'/%3e%3cpath d='M79.27 12.16V32.7l-30.55-.38c-1.96-.02-3.98 0-5.48.36-2.16.53-2.62 1.87-.82 3.6 10.82 10.43 20.84 15.34 24.03 26.25 1.9 6.52 2.01 13.67-5.06 19.4-5.24 4.25-11.64 4.94-19.07 4.94l-35.07.05V66.44l35.15-.04c1.37 0 2.53.05 2.64-.35.58-2.02-1.01-3.21-2.25-4.14-7.28-5.49-18.91-16.52-22.74-23.99-1.81-3.54-2.39-7.78-.07-13.9 3.64-9.62 13.87-12.31 25.31-12.2z' style='fill-rule:evenodd;fill:%23fff'/%3e%3cg clip-path='url(%23clippath-3)' style='clip-path:url(%23clippath-3)'%3e%3cg clip-path='url(%23clippath-4)' style='clip-path:url(%23clippath-4)'%3e%3cg clip-path='url(%23clippath-5)' style='clip-path:url(%23clippath-5)'%3e%3cimage xlink:href='data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAAHkAAAB/CAYAAADLo21UAAAACXBIWXMAABKbAAASmwHgklkMAAAVeklEQVR4nO1d2XbjyJG9GZmJjeAidVnu9vF4neVl/v875tX2aZ+x3X26p1wtUSIB5Bo5DwBULHWVawMoSsX7AonERgRuZERmLAJPHBolIU/5xXqlbm7vdK61qqpS7ZtWaa00M4s6skjLKJiXgplFZBbMLA7PQ0QJAOSwpfvtLo37iJ1MALCXlB4e967jBW0TAOx22f0xUj68xuvzaaWGz14lALjZFunwGAAgIfrPlLz/bEQMURx+frvd/lM83OmUoVFS0ih+8aIrjb0sQgglEWXjQ9JKcWdMBIA8yyLw5gN8rvAhEABopTRRqwHAukwBwM319f+ox7y5D8F6s8m9D5vVMq5DWBRElGJcIs/aVARKYIb5AgT5OThJIWuUWV6rjSCxyrOsBBCZq0gE+5qpRaSiF65tWh4OjTFyGP8GAClfplfXxbN8CdbLmgDAWieHbV4vKgCAJKZxv5MSspL5YnOxvAKQA4B1LnTGdFVlvHMUAOBQiFK+TADgQ8kAoDVHZ3zsPwsMACSqVJXZsxTy7W5PAHCxXikA2DctfAgKAPLM6XG/kxCy0mW1WS9+CWCplOEQivDeg874YDyqkPOiKqSkq7WkZSQKAKx1mWcODgBiZA8AJFyw1gUAcMYHoGdqVW56NW1tAoDW2iQwjM8RDACMhNbYZ8lkQBAA3NzeAQDWyzoSEQOAaMP9b340IX/zDb6Ksf4VUZsSGOD3H3PGp+HoQtYoRX1Z/sp7+ipy8MzK9d84CwAxROdD7JnsYgCA61gFNjECwCFTW2vH096/tR7dM2Xtz6HR2yJVWTAA3O72fLFe/Wy/owpZo9TVJv+NVkoBsFLdmd0uMwAQI/dC9tEvlmUAgNbYCABsEmMQ5JckxKlwNCHnRVVUVfH7QcDuWNc940hC1ijlsq5+NxgFbt+0HQBoXXX1omeydc4BPXvbrWUA8OjOI/UEoPfv8nnQKEW1yX8HIJv7Wme8HbMzuVjpXxNRFpm9VHcG6BkMAM1d17V8bz31kxhn9k6OWYVc18urRcXrznAHAKORNaroQcBn4c6M2dS1Rql1pn811/nP+HDMxuT6srySRMxc+XsfeHCTRiMLQDwzeH7MwmSNMtNKXc5x7jM+HrMwWS/k19IYlgCMUj6OM1g+euD1JMeZxcfB5ELWKLOqLDZ+mPDgEO6nKe9nsgY/+IzjYHJ1XW3yq/ggfuqMx8X0TFaqJiLujOmXBl0I40LDWU0/DiZlss6Lkoj0+/c845iYlMlaqRVRm4A+BqvfZuF2t48AAHtaq8Ya5aMOK8daUZtUyGtghXaIJR6C7G5u73hc7zxY/z0aHghy/JsO/hcAUG3y2QXebu8jVNJwbwk/D5f4GMETALSdIeB1YN9bd5oCGqU0eVZNdb4zpsN0TM6xAiCMUgwchsmK9PANnhMHzB1fYKo2+RtvfAqJAGCxLGXbWTl8N7/qzvvMh6rMIwA0uy4KJYao0l7zFcWHR5aOv+cgWlPmeUYAQNXg4dxNyWQll1Od64xpMRmTpaQMQNIDkzGsLgGOvY1HMTA0SgIgAQB5UkD/lt/c7hQArJf1yFoJAESktJISAJZLJwAg8WZyRj/MhyKiCABZoUNV9gaq1n3u06tr/uBnNY7B+6aVw0e5VkoDQAg0EHg/HZPzLDuJGO4zfo7JBKOUUQhFksNYTMt+q9ULvml2szL5YByWSUMDgAAKACB6lWtVjb67BAApSfb3piSGIYva8c03M9xhAQDIczU8k34bQogYNF6MVwkALtYff/ZxHD5MePMhmz5NxrpMSXo0P7j/QXlSo3CrsqgAoGmzIs97Faad6wVaFATcZwP2LwjRMXzmIa2nD3wvi4LHeQXRfnrS3mhkhUA0Crc4mFqeRF1rlJRnYfZ4sTM+DVMxWQFAZBa0qHqWuGzIuGtfs2ViPHSXLtYrRfQqB3oGA8Ci4sK64XcObJVDzAIVr9/2yMXsTM7JvMFWYZjuRfAZFBG9JwWNADX8psMLTSVkLwyl+WM/Pw+GKDGzY2YHwLpt8EWRxT67vx9pRivX+xfChyCAPnsfADglEWP/EC82vV/N/Ho/PqhgECOLQ4u9/64PWL1fpaM3jxkrIvTnWt6fc9x/3K9iFqkaP6ve2K8wr6WQBoFP9vZ+/XX939ZlaniA8D7sAcCHuKvKvAWAdmv77yaasz1gsgYAKkSVZWoJAHmWLQAgMucAnCT65+2r5vpLXAGbzPASO9hCs8bwtvmyGH03udu3ozDG7dFSXfKs6376EX/5ktNrJlOwe0lz+B6fjZutePklCxiYkMlEvZDj4J5Y088qORdUdFEBgACNyeVTq8wEAOtVHYleBQBo2joAwLKulDXtxJd7WpiMyca43VTnmhK6MxfDdOcXC/n+XT4MMfhQb8TKeZkxs9BKJSUlASnGlKKQQlbLPOpCERuRJLRghM9So4wARoCEFgCSCVZ0RorOyKiUJABR10GHJCvv3e00v/TpYTIhA8ByGaB8vlEpCcociALFKBOAKImkaWz0NkiRBAMgCZ0Yn18eRPbGdUIUSEgAI9Z1BSVl2Dcs6kVVJgjlvWs++2JPEJOqsVc/lDdeqTjlOadCvag2v/w6++1jh/w8BiZlMiMkqVSmy7SwTiNGSUrKVJQt8jyquna8qKNqrGZISMHgz1XZw3VHtQ2RRBJJRGNtMsaF5XKBpu2E8z5kellWy27h9tl+ius+FUxukJg7/wNz4ac+71RIvCkurpb/rlF+MfnSkzIZABiBE4StSVyqlASUEiQ8BEhZt0ohlirGyERClnXOUxlhw7XTOD4fMnq5XEBr5e8ZnWkNmVYJouMYnn3NsMmFDADeO1utVoXQvnIeQlsB4aUMfQ1MxcxMJFRVFmwaNxphmMjiTg+Ffai6R2GnlOIl0aVcVMEac/ww0iNiNv/x5uXuH6estgEgLioqi/AbnRfPOgNzFiYDPaOU1qbI41c2KRGIxiVHVVVdyvOorKXkvGdQkiKJhIHRU6nukdFvM8ZGRmtdUVnki+fsYs06E3S73d7d7fjVnNeYCvWiulquVv/2HF2s2Zh8Dy93Ky2+UoBKUgoSQgqUAqlQxlgslwsUZa6NtWlktIQejbHPvvy7jLGR0cZahBB8YR2ylFTxVajdPts9JxdrdiEzQqrWa0MxXkpmksyUpBQAZJZpMtYixqgvLtq0WETVehURBQOYxOIe7+Fdwr64aFOWWW9Qp6CkjzHT5SJf+zbtGeFZrD0fZeL+5cuXuz0/DbUNAJG5KFb6d3lRFY99L1NgfnU9IFnaVxldpjIpskwUIyUpxagmDeoUYqlCiFzWOU+5kDHibYxuvYptp3wIkb0Pnpm5qrqkdeDKq0sDaZjDSXsJ78PRluA8On5l3V+tO8257bchLip68RV+/dRdrKMxGQA4hrBaLluK8TIVLJyHUEgCJN6YKKnKgpWU8nCiZEpD6IDRCVEwoohlnbNSMlRlwdZSCkF7Yyyso7Be1uvlssv2+7Sf6h6OiaMKGQCapnE2CVuV8kJJFm/zoa2lFGNUhz70VDNihxgWNhIjJDYieRPZNI6d9+xd8G/60+s6y/MidmiemuX9KBET3nY3+3367jGu/TnQStXFSv9Bo3xSeV9HZ/II51yjswUVzLVKSRz60MZYMLM+9KEPZ8SmZjTw/hmycXFjUZUZabECqIvBP4nFjUeNfbq5vv6ei/b6Me/hU5BnmbrM1B+rRf0J6WnHx6MxeUSzj7ciy+oypWKcKMkyTVmmddN2woegh5mpNMcc90O8b7lynCHLIgvWanN5YXi/Rzf1fUyJk4hiNHf+rzHLnlzcbMUs0Ky+Xm82v37se/lXOJnJeI1SvVjp/wJRFrNsHOscAOybtqvKogWA7c2uAwARyWHmWtkHobwyyT6R6RdXtgAAYy8LDJ3oAOQhhL2589+fYhrOyQgZ6Jtv5ln2n9K5PkvyQNhj34pDYQ+CBo4j7DfKVJCgXErKAWC5dAXQl4vwTfzu1AR9Eup6xO12a69vdt+easTn+1AvqrLa5L/XKB/d1jnESd0MADAH70xsZJlfZCHIcY77BIyxvrDawQxZVRacZdofzpBVZZFXy646pYjQk2LyiMB2v9t1fzlQ108KiTfFi4X8w6kw+qTG5IfIi6pYr+r/kM6pUzHGRhyO04k4B4DFqiyLoq0AwLm6AmD3193fPLpHHX5O4k17F2LwQWl9q4qwIZv0qLoxBByMqrsoc5HlWterCqQFdKEkGwEJParwye/tgT/NIolYryrs9yyck2HIxcJiWa5cw7dz3MOH4iTV9SFut1v704/xzy3wJMNmpTGLYqUf1Y8+aSaPYITIRtxQla2zELKHxpjWO6GU1/s9C++DCCHqJBOgIBEFjjHfDSCRFvA+iJRS1FoRgKh8IFmV9WrVxMeaGTt5Jo/w6ML+uvtzKuyTDJtNqf7m6urqUeqPPgkmj2CEZPf6ppKoCamIQlBKSYWgZYyZVkqS1oq0VtlquRNVGXTTyaOtYLERSDIhIcXVcieU6sI+FEIrRSlplsZcyLK8s8Yc1RB7UkIGBkF7ueWMFuOiRhCCAMgiBKl8IBWj3odCOJ/ruq7e6k/PIWwJDUQBRMFNJ1PbqJAXmdB6J4QwwaZCZVoXTdNsp7zu+/Bk1PUhPDo2d/5br9RRH9YU8CGU33yDr455zZP2kz8E1aL+zWpJLwDAOsX69ZTovT+tteoAIM8e9Gre2oChSM2EtcXuFzUA4OJqWeyb3nfWWtUAQETZ/rr787H85yfJ5EO0zf7vdzv+XphPL0B6bOSZk/Vl+fWxrvfkxuS3wXvXyKJohRCbw/luDJMmhy6W816/4Wb1VQ5nS509dKtUX0A9SiqkVo02VnfHiOl+FkIGAGuMTUncJiVXqmA9BvBHIejQ+lZKZqMF7rxHIpGG0hajUTZJsZoDi1twYpE4sZQkE6cIIVSMmrWWS2vMzef/+n+NJ6+uD2FNa9qt/VPT4u6x7+VDUDEXivJ67us8GyaPYITkrL2WRaFUwbV0SbzhYjHr0c1irShyTEJAQYGhQIhikmI1IyQ0FutCZLlm5wIxpyglyZRShNZ6sbS62cdZa4w9KyYf4na7/U6Iu78ZOm2DLPFmNfeS5LNj8iH2e3TB8r6uq41WTtmkKBBJWUVCDpWbJPJlncoiVzFGlkSSfYoH+dHTVDwwQngTEzNTiok5JRVCZCAprZTOSx3atp0tkPFZCxkAOEXnGt7KLF/mWciUZGGdFjFKUkgiEqWUkoJAlJKkizEKRsSE+dGjpS1zEiSJl3Wl8kyzklIra1UXo3bWzhZ//mzV9SE8Ore/7v7EXJxkIH8N5Ermi7nO/+yZPIIRUtM027r2UFKtlGQRRAalmkTkpaQqKiklSRG8iRGAmKqsxcBklHUulZLYN52yzidm1qxk5oXAcrlA0zSzVBr+Iph8iB9/5B86Qy8f+z4ewjpXznXuJ5WdNxXarf0+v1peRA4yut6yDeG+CPts3W/arWUAqDZ9Q04iiuNcO1FbzuVHfZFC9ugSkX0FbK7k4GLNGYE1Ln5olAz03VaBvlfj0OUNZVFlGjHz6Ny7z/Rp+OLU9YjOrE4u3Fcv5Cwq+4tkMjD0elLwzOwBwLl+oWC9quONma23ZN+yb+iZPHRcHdV1ipFLAJNrbTVF0ZMXlx/XYNr7F7OtY4+NuN6FGKIQJPJFxevOPFpvybdiWVflHE1R1Iuy+C3Qdz8DAEnEShkGPqJJZPNxpaM1Jh92Ds79bhilmDJCnnURgNOq8ERkAaDtrAWAm9u7AIhJAwkeoiqLvvuqfpXGbquipYTsPktyUnyxY/IpQjsnNcp/9Z5+EtTI4DxzAQCYK29d5gFAF+qk1NmnYuxEbodO5FotAwD44Lz3YVArqd9a4TF936oRb2iGV9dF+pR+yR8LJYkY6IUL9DFRGLIV5NCW/Xa3f+LCHhVW7IXtXASAprFB+NF7EmO8FT9yR7jJn/VZXZ8eJheyGo2sUUUDsPWiaoHRCHltKDx1tFubAKC1/Vb0D7RvpXuc6gBvWP4vLo2IcfX6/ojSHFrkzOQTAs0U4KBGN2k0siRRHBkMK/r4ZGufBZMf4rHG3rbrW5dr9UIAfStiqljM5Vn+bMbrdrfnUT2Pwv3SW9NOCAKA5JMEgN2+VVmmJAAQVUISz/Kcz+r6hKBUM4vG/GLnro+JMXWm2uQSAIzpS1gVRaa0UgoAfAiUZXGWRPszk08I1zc0S2TImcnHAQFAs+t6BpdZBvSJb9o5CQCaiPZWnIX8FKFR0oGa1gAglcwAQCulPZEEAB+C9ehmyYs6q+sTQQxxtm47ZybPhMM85Tzr1bP34b7gKgAQtVo6JWOWBbsPswn5zOQTwL5pX845rXpm8sR4WGkgEefW9VV0x2q6zvXMti6TUlH0W/vPOe/pLOQJcNDEk6pNrgBgVNHWucL7UPafbQoAkMQaAHQIhPz6736+9WsAZyE/Krhor//vB/w093XOQv5EDOwdGdyrZg1tjHvDyFouXTEyGEDvOoUgDZG5/VH+4xj3ehbyI8AQ8b5p/9fDHGV17yzkt+AtjbIP/x8NK0GFkACwXtUaAJg5j8xvuEnOZfnBGCwNEWul/uqtOVqdzZ8Jeb2s6Xa3H36I6Nc9h/SOZ4qHAj3MhRIAUG1yMa4Bp5AIALJCq/VqrwAgJZMBgCCVKcgcAESrNQAYpZQOgYCewbtt821ge9Sej2c/+UiIWRZ2u+4vxxYwAKhU9ZEJvs/mg7VOXqxXCgBubvsiOs8lxuttMMYJAODUP4cUEi2WfaZj21kJAFW5pT6KA2i7PvsxzzMV45UGgM4YBQBKKX2/dKhCv18WCC3s7d3+2+A7c9xf1+M8Js+LxFz8eHO3++Exo2tUCMUQb0QaAKx1+b7p83HWy/qZxF2/G2Me15if1XZGEpECAN1X0EOMVzTGYknZrxpppaQdlgnLohhXkkg6RwAgfdhfR/6HNe2jsPcQKjITAChlNADUiwo+hL7B1RB4f7FevfsMTxyvQ2JfC1ErNZbZ6AVmDNEwrBFV/UsRAhFRf4zrVT4VLHzIwu1u/5235mTqk5zV9UQwRMnuwk++ab73OG7R8vdBFdy/ocZlCgAkMeVZv7gt2tNoXnUMHDLVDy4PRleKSIjeg4Ic4mapYCEMJfiwb7XattfdjUd3contwJnJHw1DlJh5p0N2e7tttqcq2EOomGXDhMc9JHPV/1W87ZBnigPTUvdeEKRz3AJ2aFdk2860sOL2sZt5fSzeYDKR+SD1/DEFxD+ituV0RUvfck0iStIYbomSVoqJKMmm5Vb3f2ul2IfgJZElInvzcmfnKNJyxhmz4P8BM8EW4joeRT0AAAAASUVORK5CYII=' width='121' height='126' transform='matrix(.6 0 0 .6 7.25 11.82)'/%3e%3c/g%3e%3c/g%3e%3c/g%3e%3cpath d='M84.81 8.9h.92c.6 0 .97-.03 1.12-.08s.27-.14.35-.26.13-.28.13-.46c0-.21-.06-.37-.17-.5s-.27-.21-.47-.24c-.1-.01-.4-.02-.91-.02h-.97v1.57zm-1.25 3.55V6.29h2.62c.66 0 1.14.06 1.44.17s.54.31.72.59.27.61.27.97c0 .46-.14.85-.41 1.15s-.68.49-1.22.57c.27.16.49.33.66.52s.41.52.71 1l.75 1.2h-1.49l-.89-1.35c-.32-.48-.54-.78-.66-.9s-.24-.21-.37-.26-.34-.07-.63-.07h-.25v2.57z' style='fill:%23fff'/%3e%3cpath d='M86.33 4.09c2.92 0 5.28 2.37 5.28 5.28s-2.37 5.28-5.28 5.28-5.28-2.37-5.28-5.28 2.37-5.28 5.28-5.28z' style='stroke-miterlimit:22.93;stroke:%23fff;stroke-width:1px;fill:none'/%3e%3c/g%3e%3c/svg%3e)
Пневматическое распыление лакокрасочных материалов осуществляется за счёт действия потока сжатого воздуха, подаваемого через воздушную головку. Этот поток воздействует на струю ЛКМ, выходящую через материальное сопло, размещённое соосно внутри головки. Воздух, выходящий с высокой скоростью — до 450 м/с, взаимодействует с медленно текущей струёй материала, создавая интенсивное трение между ними.
В результате этого взаимодействия струя ЛКМ разделяется на множество мелких струек, которые, под действием колебаний, дробятся на полидисперсные капли. Так формируется красочный аэрозоль — основной элемент пневматического факела. Диаметр капель в аэрозоле варьируется от 6 до 100 мкм, а оптимальной считается дисперсность в диапазоне 30–60 мкм.
Движущийся факел капель равномерно настилается на окрашиваемую поверхность, обеспечивая качественное покрытие. Однако наиболее мелкие капли не успевают осесть и увлекаются воздушным потоком, образуя туман и приводя к потерям материала. Давление воздуха в системе составляет от 0,2 до 0,6 МПа (2–6 атм), а вязкость материалов — в пределах 14–60 с по ВЗ-4 (вискозиметр В3-264-4).
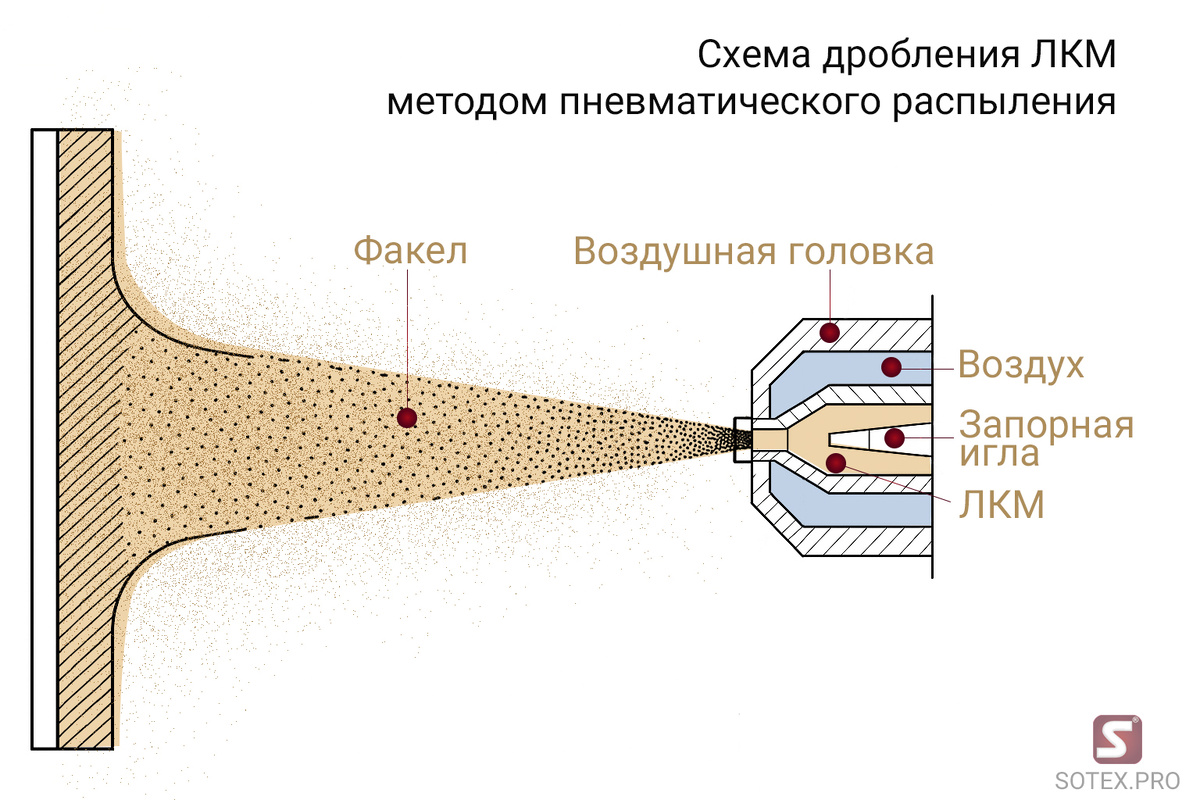
Схема дробления ЛКМ методом пневматического распыления
Пневматическое распыление широко применяется в промышленности, особенно на производстве изделий различной сложности и конфигурации. Это решение актуально как для ручной окраски, так и для автоматических поточных линий.
Основные преимущества метода:
Универсальность — подходит для любых объёмов и условий производства: от точечных работ до конвейерных линий;
Простота и надёжность оборудования — техника не требует сложного обслуживания и отличается доступной стоимостью;
Широкая совместимость с различными лакокрасочными материалами, включая составы с наполнителями;
Возможность окраски объектов любого размера и геометрии;
Получение покрытий любого класса по внешнему виду, вплоть до I класса по ГОСТ 9.032–74.
Ключевые ограничения метода:
Образование тумана из мелкодисперсных частиц, не оседающих на поверхность, что требует эффективных систем фильтрации воздуха в зоне окраски;
Повышенные потери ЛКМ на стадии распыления;
Существенный расход растворителей для достижения необходимой рабочей вязкости материала.
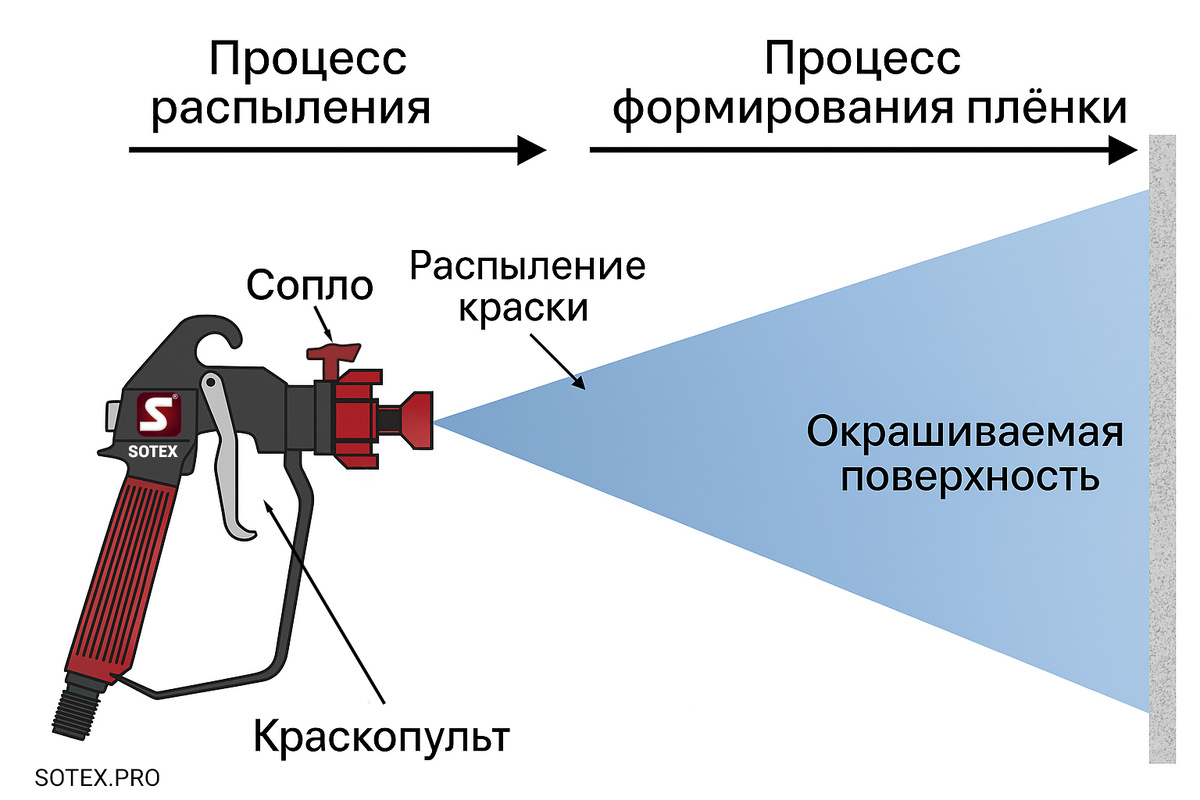
Процесс формирования покрытия
Оборудование SOTEX, оптимизированное для пневматического распыления, позволяет минимизировать потери и добиться высокого качества покрытия за счёт точной регулировки факела, давления и расхода материала.










